|
部分图纸预览
设计描述:
文档包括:
Word版设计说明书1份,共20页,约6500字
CAD版本图纸,共4张
工序卡一套
过程卡一套
一、设计题目
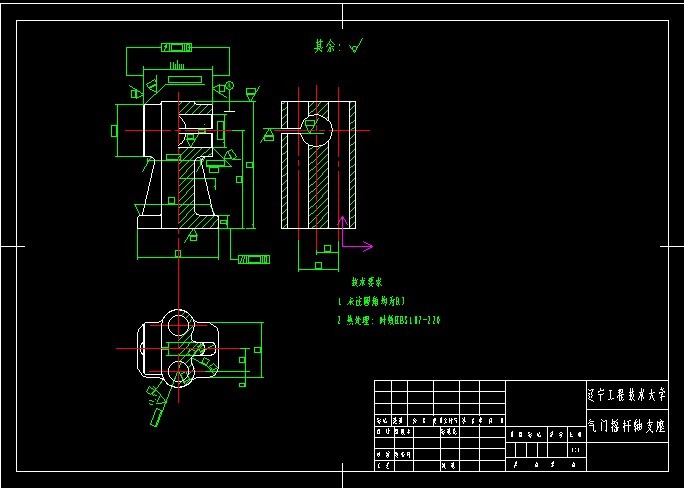
气门摇杆轴支座加工工艺规程及工艺设备设计
二、原始资料
(1)被加工零件的零件图(草图) 1张
(2)生产类型:中批或大批大量生产
三、上交材料
(1)被加工工件的零件图 1张
(2)毛坯图 1张
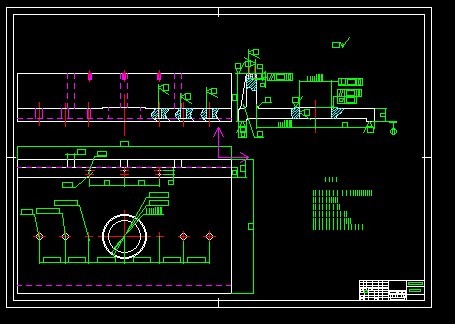
(3)机械加工工艺过程综合卡片 1张
(4)与所设计夹具对应那道工序的工序卡片 1张
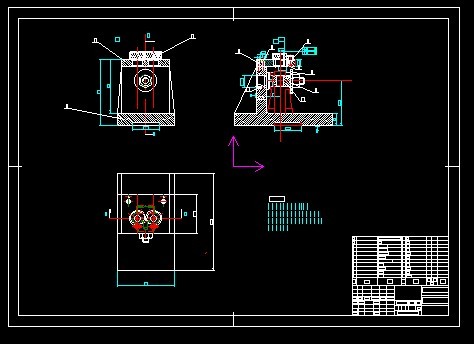
(5)夹具装配图 1张
(6)夹具体零件图 1张
(7)课程设计说明书(约5000~8000字) 1份
四、进度安排(参考)
(1)熟悉零件,画零件图 2天
(2)选择工艺方案,确定工艺路线,填写工艺过程综合卡片 5天
(3)工艺装备设计(画夹具装配图及夹具体图) 9天
(4)编写说明书 3天
(5)准备及答辩 2天
五、指导教师评语
成 绩:
指导教师
日 期
摘 要
气门摇杆轴支座是柴油机一个主要零件,是柴油机摇杆座的结合部。本文主要论述了气门摇杆轴支座的加工工艺及其夹具设计。气门摇杆轴支座的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,形状复杂,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开,并使工序集中。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。设计气门摇杆轴支座零件的机械加工工艺规程及2×φ13mm孔工艺装备夹具设计,使我学习到了许多机械加工的专业知识和实践内容。
Abstract
Valve rocker bearing is a major diesel engine parts, diesel engine is a combination of the rocker seat. This article discusses the main valve rocker bearing the processing technology and fixture design. Valve rocker bearing accuracy of the size, shape and location precision accuracy of the requirements are very high, and the rigid linkage relatively poor, the shape complex, prone to deformation, in the process of arrangement when it needs to the surface of the main crude Finishing processes to separate and focus on processes. Gradually reduce Jiagongyuliang, cutting force and the role of stress and deformation of the amendment process, will be able to reach parts of the final technical requirements. Design-valve rocker bearing parts of the machining process of order and 2 × φ13 mm hole equipment fixture design process, I learned a lot of machining expertise and practical content.
目 录
1、零件的工艺分析及生产类型的确定 1
1.1零件用途 1
1.2零件的工艺分析 1
1.3气门摇杆轴支座的主要技术要求: 2
1.4确定生产类型: 2
2、确定毛坯、绘制毛坯简图 3
2.1确定毛坯种类: 3
2.2确定毛坯的尺寸公差和机械加工余量: 3
2.3绘制毛坯简图: 4
3、拟定零件工艺路线 4
3.1定位基准的选择: 4
3.2表面加工方法的确定: 5
3.3加工阶段的划分: 5
3.4工序的集中和分散: 5
3.5工序顺序的安排: 6
3.5.1、机械加工工序 6
3.5.2、热处理工序 6
3.5.3、辅助工序 6
3.6确定工艺路线: 6
4、加工余量、工序尺寸和公差的确定 7
4.1确定加工余量 7
5、切削用量、时间定额的计算 8
5.1加工2—?13mm孔 8
5.1.1 、 钻2—?13mm孔 8
5.1.2、铰2—?13mm孔 8
6、机床夹具设计 9
6.1 2—?13mm孔夹具设计: 9
6.1.1问题的指出: 9
6.1.2夹具设计: 9
7、体会与展望: 11
8、参考文献 13
正文
1、零件的工艺分析及生产类型的确定
1.1零件用途
气门摇杆轴支座是柴油机一个主要零件。是柴油机摇杆座的结合部,?20(+0.10—+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个?13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。汽缸盖内每缸四阀使燃烧室充气最佳,气门由摇杆凸轮机构驱动,摩擦力小且气门间隙由液压补偿。这种结构可能减小燃油 消耗并改善排放。另外一个优点是减小噪音,这种结构使3.0升的TDI发动机运转极端平稳。
1.2零件的工艺分析
其材料为HT200。该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。该零件上主要加工面为上端面,下端面,左右端面,2-?13mm孔和?20(+0.1——+0.06)mm以及3mm轴向槽的加工。?20(+0.1——+0.06)mm孔的尺寸精度以及下端面0.05mm的平面度与左右两端面孔的尺寸精度,直接影响到进气孔与排气门的传动精度及密封,2——?13mm孔的尺寸精度,以上下两端面的平行度0.05mm。因此,需要先以下端面为粗基准加工上端面,再以上端面为粗基准加工下端面,再把下端面作为精基准,最后加工?20(+0.1——+0.06)mm孔时以下端面为定位基准,以保证孔轴相对下端面的位置精度。
由参考文献(1)中有关孔的加工的经济精度机床能达到的位置精度可知上述要求可以达到的零件的结构的工艺性也是可行的。
|