|
Ŀ ¼
ժ Ҫ 1
�ؼ��� 1
1 ǰ�� 1
1.1 ��ѹģ���г���� 1
1.2 ��ѹģ��ˮƽ״�� 2
1.3 ��ѹģ��δ���ķ�չ�ص���չ�� 2
2 ��ѹ�����շ��� 3
2.1 ������� 3
2.2 ȷ������ 3
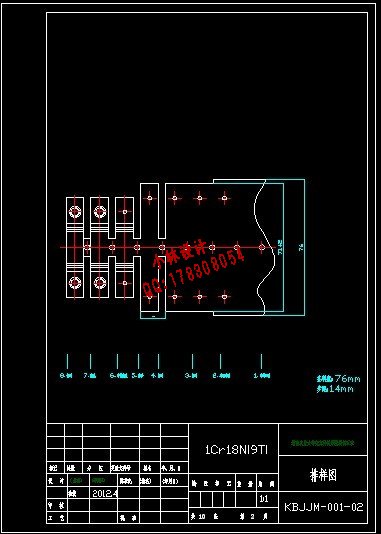
2.3 ȷ������ͼ 3
2.4 ��Ҫ���ղ�����ȷ�� 4
2.4.1 ȷ��ë���ߴ� 4
2.4.2 ȷ���۽�U�������ijߴ�� 5
2.4.3 ȷ��Ԥ���ֱ���ߴ� 5
2.4.4 ȷ��˫бШ�ṹ�ǶȲ��� 5
2.4.5ȷ������ģ����ģ��϶ 6
2.5 ģ�߽ṹ��ʽ��ѡ�� 6
2.5.1 ģ�߽ṹ��ʽ 6
2.5.2 ģ�߲���ѡ�� 6
3 ��ѹ���շ�����ȷ�� 7
3.1 ��ѹ�������ļ��� 8
3.1.1 ����� 8
3.1.2 ���ײ��ֵ������㣺 9
3.1.3 ж�������Ƽ����ļ��㣺 10
4 ģ����Ҫ��������ѡ�� 10
4.1 Բ��ģ����� 10
4.1.1 ģ���ȼ��� 11
4.1.2 ��ѹӦ��У�� 12
4.1.3 ����������Ӧ����У�ˣ� 13
4.1.4 Բ��ģ�̶������ѹ�� 13
4.2 �ж�ģ��� 14
4.2.1 ģ��ѹ��У�ˣ� 14
4.2.2 ����������Ӧ����У�ˣ� 14
4.2.3 �ж�ģ�̶������ѹ�� 16
4.3 ����ģ��� 16
4.3.1 ��������ģԲ�ǰ뾶������������ȵ�ȷ�� 16
4.3.2 ����ģ��϶ 16
4.3.3 ���Ͽڴ�С��ȷ�� 17
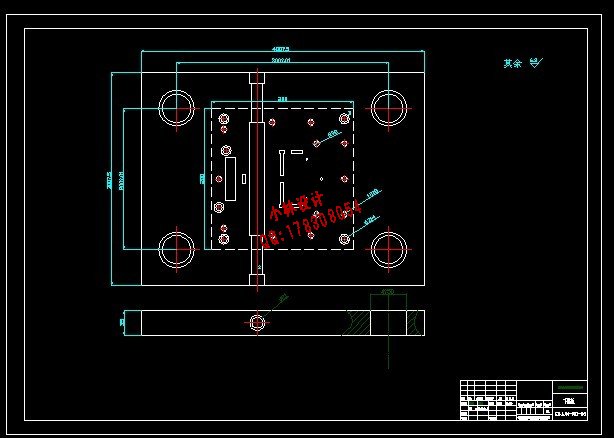
4.4 ��ģ����� 17
4.4.1 ��ģ����ʽ����Ҫ���� 17
4.4.2 ��ģ���γߴ��ȷ�� 17
4.4.3 ��ģǿ��У�� 19
4.5 ���ɵ���� 19
4.5.1 ��Ƶ��ɵ�һ�㲽�裺 19
4.5.2 �������͵�ѡ�� 20
4.5.3 ���ɲ��ϼ�����Ӧ�� 20
4.5.4 ������ؼ��γߴ�ļ��� 21
4.6����ģ��� 23
4.6.1 ��������ģԲ�ǰ뾶������������ȵ�ȷ�� 24
4.5.2 ����ģ��϶ 24
4.5.3 ���Ͽڴ�С��ȷ�� 24
4.7 ģ�̶����ѡ�� 24
4.8 ģ����ѡ�� 25
5 ȷ������ģ��϶�����㹤�����ֳߴ� 25
5.1 ��ü�϶ֵ��ȷ�� 25
5.2 ����ģ�пڳߴ���� 25
5.2.1 ȷ�����пڳߴ��ԭ�� 25
5.2.2 ���ģ�пڳߴ�ļ��㷽�� 26
5.2.3 ���ģ�пڳߴ�ļ��� 26
6 ģ��������� 28
6.1 ��λ����������ѡ�� 28
6.1.1 ��������ѡ�� 28
6.1.2 ������� 29
6.1.3 ֹ�˿����� 29
6.1.4 ���ϰ����� 29
6.2 ж��װ�õ���� 30
6.2.1ж�ϰ����� 30
6.2.2 ж�ϵ��ɵ�ѡ�� 31
6.2.3 ж�ϵ����йسߴ���� 33
6.2.4 ж�ϵ��ɵ��������H�Ͱ�װ���B 33
6.2.5 ��װ���ھ� 34
6.3 ģ�̶������� 34
6.4 ���������ѡ�� 35
6.5 ģ�ܵ�ѡ�� 35
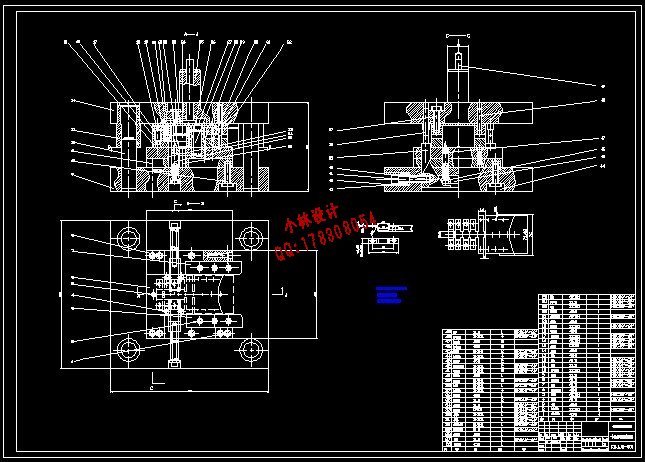
7 ģ�߽ṹ 36
7.1 ģ����Ҫ�ṹ��� 36
7.2 ģ�߹������� 36
8 ������ 37
����� 38
��л 39
��¼ 40
���弶��ģ�����
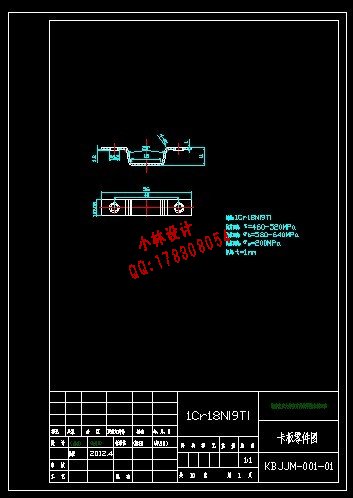
ժ Ҫ��ͨ���Կ���Ĺ����ص���з���������˳�ס����ϡ�ѹ�䡢���ߵȳ��ι��գ������˶λ����ģ�ij�ѹ�����������˿���λ����ģ�Ľṹ�ص㡢ģ�ߵĹ������̺����Ҫ�㡣����ģ�߾����ԡ����ƣ��������Ч�����롣��ģ���������侫��Ҫ�����������Ч�ʡ�
�ؼ��ʣ����壻����ģ��ģ�߽ṹ�����
The design of card board-level progressive die
Abstract:By means of the analysis of the technical characteristics of cardboard, this article brings in some forming technologies such as punching, blanking, bending, flanging etc. what is more, it also provides a stamping program of progressive die and also recommends the structural features, the working process together with the main design points of cardboard progressive die. After debugging and trial production, the components of cardboard progressive die have produced an ideal effect. This kind of progressive die can meet the accuracy requirement, and improve production efficiency.
Key words: Cardboard; Design; Progressive Die; Die Structure
1 ǰ��
1.1 ��ѹģ���г����
�ҹ���ѹģ�������������ϣ������������������������ȷ��涼�����˺ܴ�չ�������������������Ƚ�ˮƽ��ȣ�����Ժܴ�һЩ���͡����ܡ����ӡ��������ĸߵ�ģ��ÿ���Դ������ڣ��ر����иߵ��γ��ĸ��Ǽ�ģ�ߣ�Ŀǰ����Ҫ�������ڡ�һЩ�͵��εļ�ģ���������������г��������ҡ�
���������й����õĸ��ٷ�չΪģ�߹�ҵ��չ�ṩ�˾�������10�������й�ģ�߹�ҵ�����ٶȱ�����15%���ϣ�������2����ң���ҵ��Ա50�����ˣ����ֵ��450��Ԫ���ϡ����⣬�ṹ���������ӿ죬���͡����ܡ����ӡ�������ģ�ߺ�ģ�߱�����չ�ٶȸ�����ҵ���巢չ�ٶȣ�����ģ��ѹ��ģ�������������г���רҵģ�߳��������������������ӡ�
��Ӧ�����Ʒ�����������û�Ҫ��ģ�ߵ�������������Ӱ�죻���پ���ģ�ߵĿ����������ӣ�ģ�߱�����Ӧ�ý��ս��㷺���Ҳ��ü�������ƺͻ�е�ֲ����Ŀ��ٻ�ģװ�á�������ģװ�ü���Ҳ��õ���չ����ߡ�
���⣬���ų����͵���Ȳ�Ʒ������������չ��ѹ��ģ���������������ӳ̶�Ҫ���ߣ����������ϴ��֡����ܴ�ľ�ķ�չ�Ͳ�Ʒ����ľ��Ⱥ��ӳ̶ȵIJ�����ߣ�����ģ�ı��������Ⱥ��Ӷ�Ҳ��������Ӧ��ߡ�
1.2 ��ѹģ��ˮƽ״��
���������ҹ���ѹģ��ˮƽ���кܴ���ߡ����ͳ�ѹģ��������������������50��ֵ�ģ�ߡ�Ϊ�е��γ����ĸ��Ǽ�ģ�߹���Ҳ�������ˡ����ȴﵽ1~2μm������2�ڴ����ҵĶλ����ģ�������ж����ҵ�ܹ�����������ֲڶȴﵽRa�Q1.5μm�ľ���ģ����ߴ磨Φ�R300mm������ģ���к�徫��ģ����Ҳ�Ѵﵽ�൱�ߵ�ˮƽ��
�ҹ�ģ����ҵרҵ���̶Ȼ��Ƚϵͣ�ģ���Բ�����������ߡ�����ģ���Բ��������һ��Ϊ30%���ҹ���ѹģ���Բ��������Ϊ60%����Ͷ�רҵ�������˺ܶ��Ӱ�졣���ڣ�����Ҫ��ߡ�Ͷ����ģ�ߣ���רҵ���̶Ƚϸߣ����縲�Ǽ�ģ�ߡ��λ����ģ�;���ģ�ȡ���һ���ģרҵ���̶Ⱦͽϵ͡�������������ߣ����Գ�ѹģ�����������ķֲ������ϸ����ѹ�����������ķֲ�������רҵ���̶Ƚϸߵ��������Ǽ�ģ�ߺͶλ����ܾ��ܳ�ģ��רҵ������ҵ�ķֲ��в��ٲ��������ѹ�������ֲ����ֲ���������ȡ������ҪͶ���ߵľ��ߡ������Ĵ��нϴ���������Ǽ�ģ�ߵ�����������
|