 |
|


|
设计名称 |
汽车玻璃升降器外壳模具设计 |
 |
|
设计编号 |
Y4-A0108 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
19000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.9.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
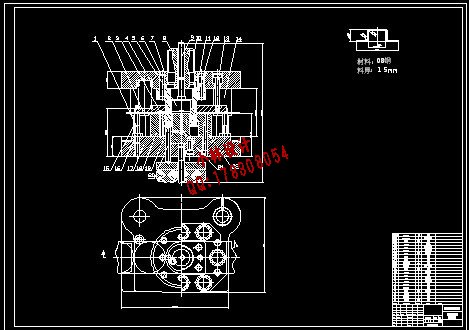
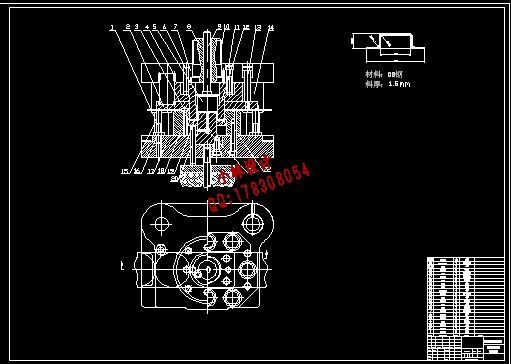
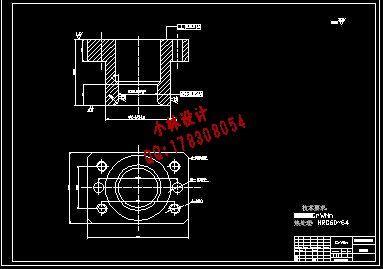
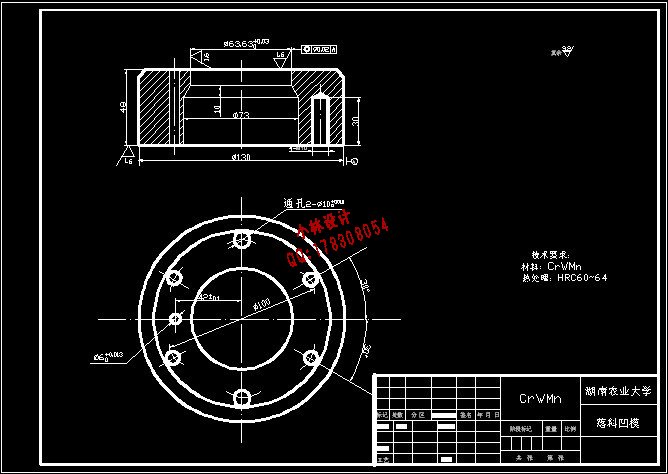
文档包括: CAD图纸共11张:
目 录
摘 要 I
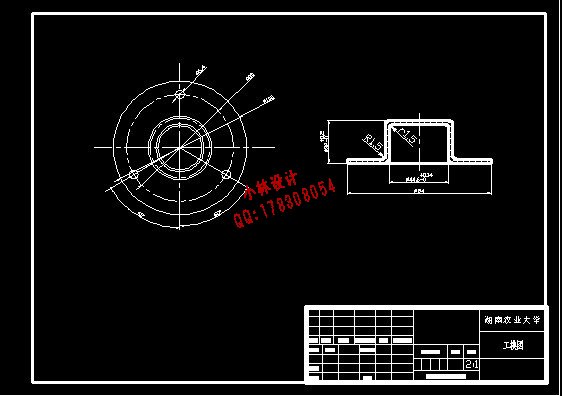
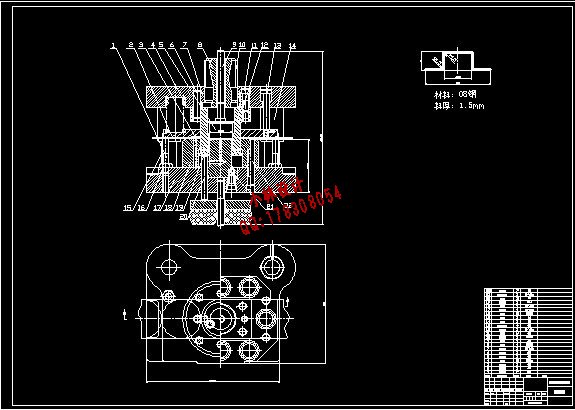
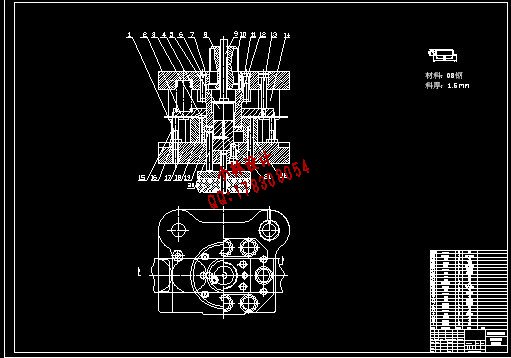
汽车玻璃升降器外壳模具设计
摘 要:我设计的是个小型的冲压模具,其质量和体积都较小,结合零件本身的特点确定合适的设计理念和设计思路,这样就不会产生设计出的模具无法使用或生产出的零件无法满足其使用性能等致命问题的出现[1]。结合我国近年来模具的发展历史,虽然在设计制造方法和手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在轿车模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距。所以我所设计的模具要考虑到更多的方面,结合我的实际情况,多方考察找到适合自己优点的地方,这样不仅可以设计出合格的模具产品,还能提高自己的能力。 The Shell Mold Design of Glass Lifter in An Automobile
Abstract:Both the mass and volume of the stamping dies I designed are small with the combination of the components. I have proper designing concepts and ideas, so as not to meet some fatal problems. such as the mold can’t be put into use, or the components can’t meet the performance. Although the manufacturing. And designing methods and means have basically reached the international level, as well as the mold structure and function. a big step forward in the process of localization in the car mode, our quality, accuracy and cycle of manufacture have some gaps compared with foreign countries. So I have to design the mold to take into account more aspects. With my actual situation and careful inspection , I can not only design a qualified mold products but also I will improve my ability .In this design, I make the contents more detailed and clear though my professional and learned knowledge, text explanation, design legend and tables.
|
|
部分图纸 截图 |
       |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持!