|
�ĵ�������
�ĵ�����:
˵����һ��,37ҳ,14000������.
������һ��
CAD�汾ͼֽ��6��:
��������
�����Ŀ��
�ֱ����ģ���������
���Ҫ��
1�� ȷ�������ij�ù��ռ�������
2�� ��ȷ�����й�����ijߴ缰���
3�� ��ɼӹ����ռ�װ�䷽����
��ƽ���Ҫ��
11��22�գ�11��3 0�� ���ġ��ռ�����
12��1�գ�12��7�� ��Ҫ��Ƽ���
12��8�գ�12��14�� �ṹ���
12��15�գ�12��22�� ģ�ߵ��������
12��23�գ�12��25�� У�ˡ��ġ��ύ����
12��26�գ�12��31�� ���Ĵ��
Ŀ ¼
ժ Ҫ 2
�� �� 3
1 ��ѹ�������Է�������÷�����ȷ�� 4
2��Ҫ��Ƽ��� 5
2.1 ����������ȷ�������� 5
2.3 ѹ�����ĵ�ȷ������ؼ��� 8
2.4 ��������пڳߴ���� 9
2.5 ������ 12
3ģ��������� 14
3.1 ģ�����͵�ѡ�� 14
3.2 ��λ��ʽ��ѡ�� 14
3.3 ж�ϩp����������ʽ��ѡ�� 14
4 ����Ľṹ��� 16
4.1 ����ģ����� 16
4.2 ���ģ����� 17
4.3 ��ģ����� 18
5ģ�߲��ϵ�ѡ�ü������㲿������� 20
5.1 ģ�߲��ϵ�ѡ�� 20
5.2 ��������� 21
5.3 �ϰ弰ж�ϲ�������� 22
5.4 ģ�ܼ������㲿������� 22
6 ģ����װͼ���豸��ѡ�� 24
6.1ģ�ߵ���װͼ 24
6.2 �豸��ѡ�� 25
7 ģ������ӹ����� 26
8 ģ�ߵ�װ��ͳ��ģ�ߵ��Գ� 28
8.1 ģ�ߵ�װ�� 28
8.2 ���ģ�ߵ��Գ� 29
�ܽ� 32
��л 33
����� 34
ժ Ҫ
�ҹ���ѹģ�������������ϣ������������������������ȷ��涼�����˺ܴ�չ�������������������Ƚ�ˮƽ��ȣ�����Ժܴ�һЩ���͡����ܡ����ӡ��������ĸߵ�ģ��ÿ���Դ������ڣ��ر����иߵ��γ��ĸ��Ǽ�ģ�ߣ�Ŀǰ����Ҫ�������ڡ����ֻ������ģ���˲Ų�����С�ҹ�ͬ�������֮��ľ��롣
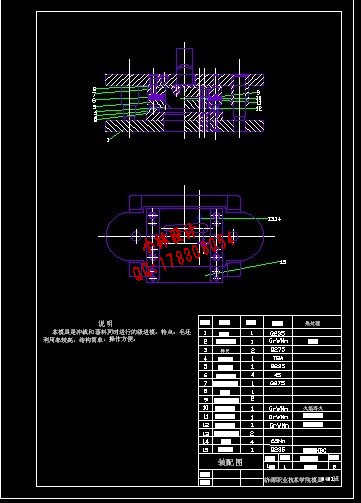
��α�ҵ�������Ƶ����ֱ����ģ�����õ��Ǽ���ģ�����ġ�����ģ���ֳ�Ϊ�λ����ģ������ģ������ģ��������һ��ģ���ڣ������ӹ��Ĺ�����Ϊ���ɵȾ���Ĺ�λ����ÿ����λ����һ����������ѹ��������ɳ�ѹ����ij���ֵļӹ������ӹ����ϣ����ȼӹ���һ�����ȵ����ϣ�����ij���ͽ�������ÿ���ͽ�һ�����ࡣ�������λ���ƺ�õ�һ�������ij�ѹ��������һ������ģ�У�����������ɳ�á�������������εȹ���һ����˵�����۳�ѹ�����״��ô���ӣ���ѹ���������࣬������һ������ģ�����ɡ�
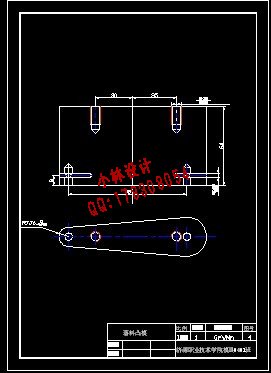
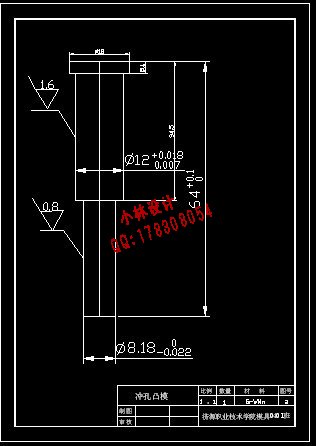
������ص����ڷ�����ñ��ι��̼���ü�����Ӱ�����صĻ����ϣ���Ҫ���ܳ�ü��Ĺ����Է�����ȷ����ù��շ�����ѡ��ģ�ߵĽṹ��ʽ�����б�Ҫ�Ĺ��ռ��㡢ѡ����ȷ��ģ�ߵ���Ҫ�㲿���Ľṹ��ߴ硢У��ģ�߱պϸ߶ȼ�ѹ�����йز���������ģ����װͼ�����ͼ���������Ƶ���Ҫ���ݡ�
���ڼ���ģ�IJ��ϣ����dz���״�İ�ġ����ϽϺ�������������ʱ���ɼ������ϣ�����������ʱ��Ӧѡ����ϡ����Ͽ����Զ����ϣ��Զ����ϣ���ʹ�ø��ٳ崲�Զ���ѹ������ģ�Բ��ϵĺ�ȺͿ��ȶ����ϸ��Ҫ���ȹ������ϲ��ܽ���ģ�ߵĵ��ϰ��ͨ�в��������ȹ�С��Ӱ�춨λ���ȣ����������С�ģ�������
������Ʋ���������Ϥ�˿α���ѧ��֪ʶ�����������˰���ѧ����֪ʶ���õ�ʵ�����У��������˽��˼���ģ��Ƶ�ȫ���̺ͼӹ�ʵ���ĸ���Ҫ�㡣
�ؼ��ʣ��ֱ� ��ѹģ ����
|