|
设计描述:
文档包括:
Word版说明书一份,23页,约12000字
CAD版本图纸,共7张
目录
序言 --------------------------------------------------------------------------------------3
一、 设计方案的确定-----------------------------------------------------------------4
(一) 设计任务------------------------------------------------------------------------4
(二) 总体设计方案的确定---------------------------------------------------------4
二、机械部分改造与设计------------------------------------------------------------4
(一) 纵向进给系统的设计与计算------------------------------------------------4
(二) 横向进给系统的设计与计算------------------------------------------------10
三、步进电机的选择------------------------------------------------------------------13
(一)步进电机选用的基本原则---------------------------------------------------13
(二)步进电机的选择---------------------------------------------------------------14
四、机床导轨改造---------------------------------------------------------------------15
五、自动转位刀架的选用------------------------------------------------------------16
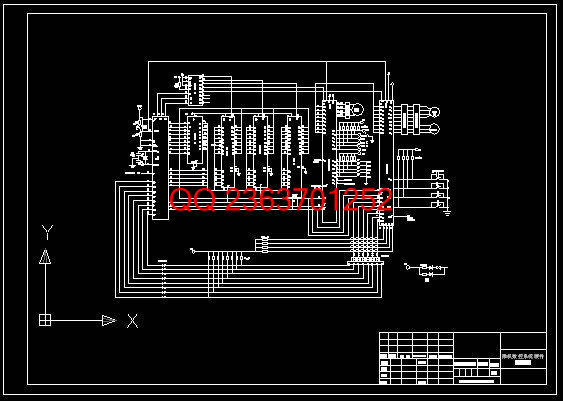
六、经济型数控机床改造时数控系统的选用------------------------------------17
七、典型零件的工艺设计及应用程序的编制------------------------------------18
(一)工艺分析------------------------------------------------------------------------18
(二)工作坐标系的设定------------------------------------------------------------19
(三)手动钻孔------------------------------------------------------------------------19
(四)编制加工程序------------------------------------------------------------------19
小结---------------------------------------------------------------------------------------21
参考文献---------------------------------------------------------------------------------22
序言
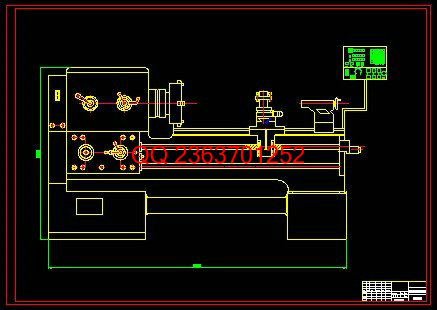
毕业设计课题:C616型普通车床改造为经济型数控车床
课题简介:
本课题是围绕将普通机床改造成经济型数控机床展开设计的,经济型数控机床是指价格低廉、操作使用方便,适合我国国情的装有简易数控系统的高效自动化机床。中小型企业为了发展生产,常希望对原有旧机床进行改造,实现数控化、自动化。经济型数控机床系统就是结合现实的的生产实际,结合我国国情,在满足系统基本功能的前提下,尽可能降低价格。价格便宜、性能价格比适中是其最主要的特点,特别适合在设备中占有较大比重的普通车床改造,适合在生产第一线大面积推广。企业应用经济型数控型系统对设备进行改造后,将提高产品加工精度和批量生产的能力,同时又能保持“万能加工”和“专用高效”这两种属性,提高设备自身对产品更新换代的应变能力,增强企业的竞争能力。
利用微机改造现有的普遍车床,主要应该解决的问题是如何将机械传动的进给和手工控制的刀架转位,进给改造成由计算机控制的刀架自动转位以及自动进给加工车床,即经济型数控车床。
进行数控机床的改造是非常有必要的。数控机床可以很好地解决形状复杂、精密、小批量及多变零件的加工问题。能够稳定加工质量和提高生产效率,但是数控机床的运用也受到其他条件的限制。如:数控机床价格昂贵,一次性投资巨大等,因此,普通车床的数控改造,大有可为。它适合我国的经济水平、教育水平和生产水平,已成为我国设备技术改造主要方向之一。
现我选用C616普通车床为例进行数控改造。
一、设计方案的确定
C616型车床是一种加工效率高,操作性能好,社会拥有量大的普通车床。实践证明,把这种车床改造为数控车床,已经收到了良好的经济效果。
(一) 设计任务
本设计任务是对C616普通车床进行数控改造。利用微机对纵横进给系统进行开环控制。纵向脉冲当量为0.01mm/脉冲,横向脉冲当量为0.005mm/脉冲,驱动元件采用步进电机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架。
(二)总体设计方案的确定
由于是经济型数控改造,所以在考虑具体方案时,基本原则是在满足使用要求的前提下,对机床的改动尽可能减少,以降低成本.根据C616车床有关资料以及数控车床的改造经验,确定总体方案为:采用微机对数据进行计算处理,由I/O接口输出步进脉冲。经一级齿轮减速后,带动滚珠丝杠转动,从而实现纵向、横向进给运动。
二、机械部分改造设计与计算
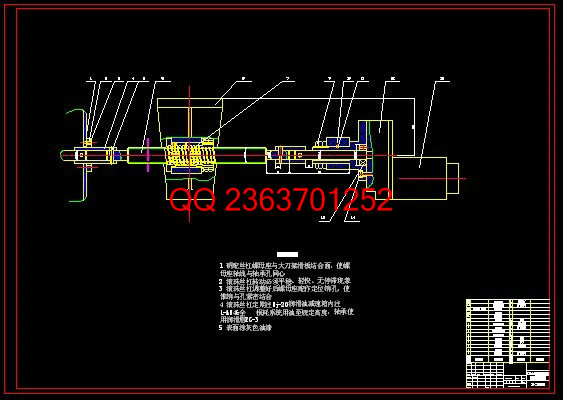
1. 纵向进给系统的设计
经济型数控车床的改造一般是步进电机经减速驱动丝杠,螺母固定在溜板箱上,带动刀架左右移动。步进电机的布置,可放在丝杠的任意一端。对车床改造来说,外观不必象产品设计要求那么高,而从改造方便、实用方面来考虑,一般把步进电机放在纵向丝杠的右端。
2. 纵向进给系统的设计计算 已知条件:
工作台重量: W=80kgf=80N(根据图纸粗略计算)
时间常数: T=25ms
滚珠丝杠基本导程:L0=6mm
行程: S=640mm
脉冲当量: δp=0.01mm/step
步距角: α=0.75°/step
快速进给速度: Vmax=2mm/min
(1)切削计算 由〈〈机床设计手册〉〉可知,切削功率
Nc=NηK
|