 |
|


|
设计名称 |
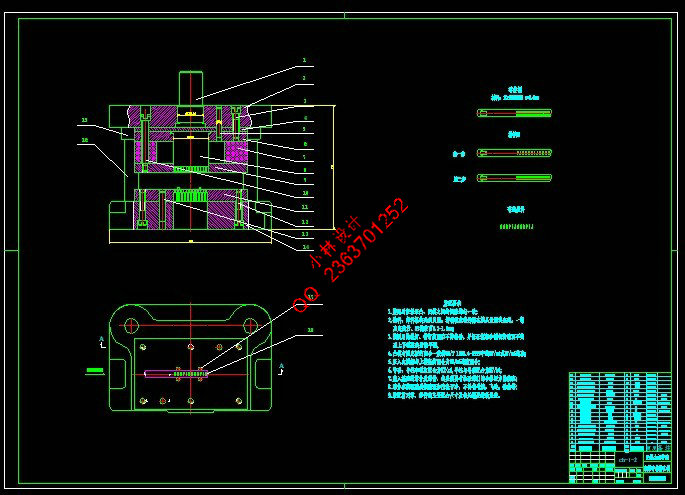
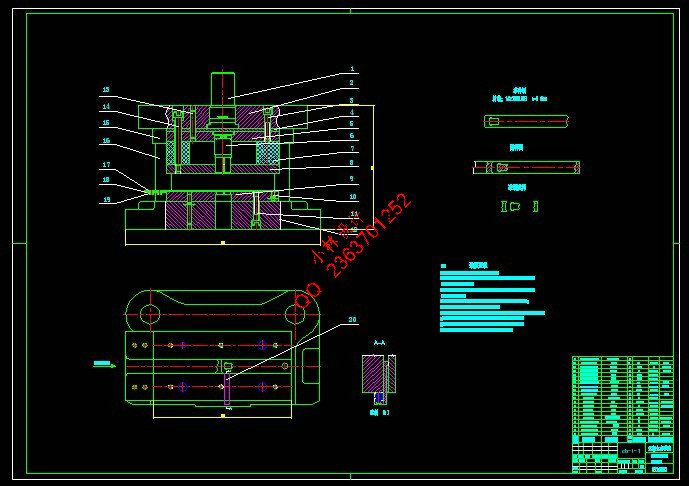
I型软管夹冲压装配工艺设计及部分模具设计 |
 |
|
设计编号 |
V093 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
18000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
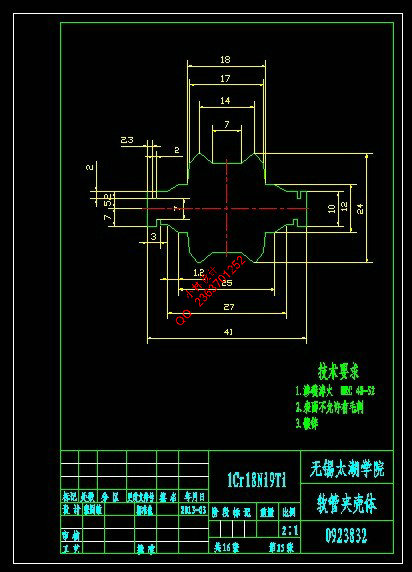
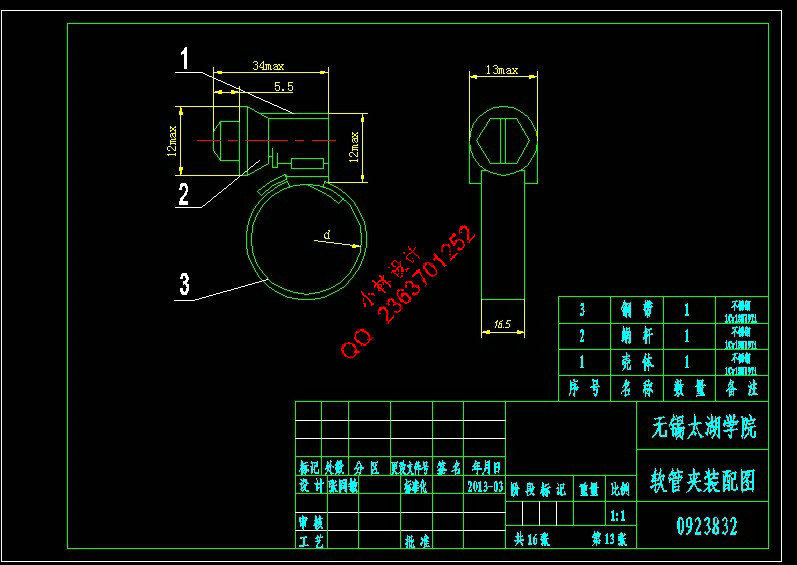
文档包括: CAD版本图纸,共17张
件。本课题就是将石化、化工、电力等行业的法兰密封结构中的垫片作为设计模型,将冷冲模具的相关知识
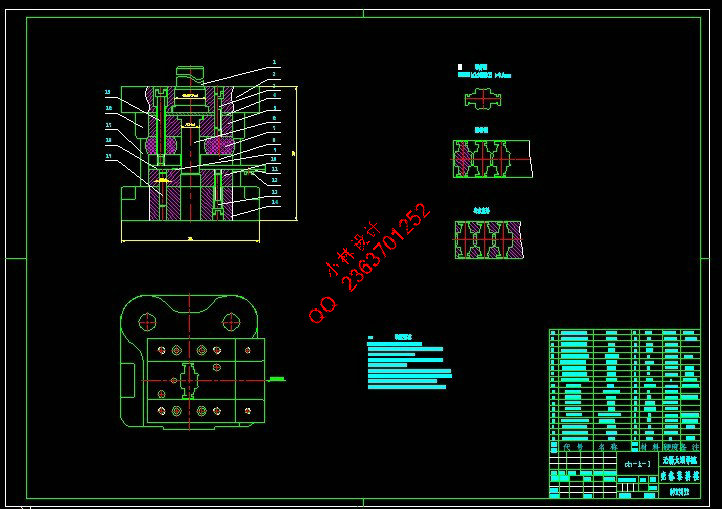
作为依据,阐述冷冲模具的设计过程。 冲压成型工艺过程并对各个具体部分进行了详细的计算和校核。如此设计出的结构可确保模具工作运用可靠
,保证了与其他部件的配合。并绘制了模具的装配图和零件图。
图。
forming, can be a molding of precision parts of complex shape. This topic is to petrochemical, chemical, electric power industries in the flange gasket sealing structure as a design model,
Die related knowledge as a basis to explain the design process of Die. software to design parts drawing. Clear design ideas, determine the process of stamping and forming part of the various specific details of the calculation and verification. The structure of such a design die is used to ensure reliability, ensure coordination with other components.
And draw the mapping of the mold assembly and part drawings. knowledge, and achieved satisfactory results, to achieve the desired design intent. Keywords: press forming; single operation die; bending die;punching
目录 |
|
部分图纸 截图 |
     |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持!