|
设计描述:
文档包括:
Word版说明书一份,共49页,约18000字
外文翻译一份
CAD版本图纸,共12张:
工件的用途
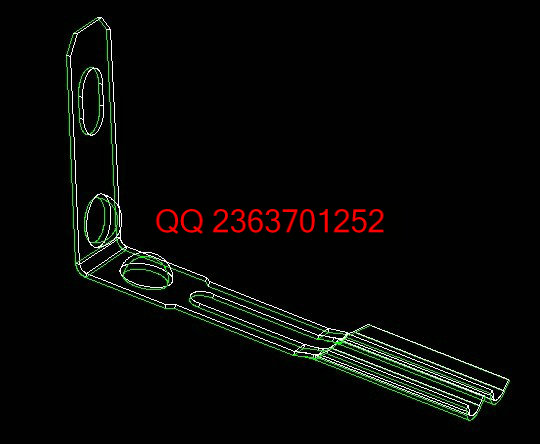
此工件是微型电动机、电器元件里的一个关键零件,在电器行业中作为一种连接件使用相当普遍,主要用在电动竞技玩具、CPU风扇电机、录音机机芯等机电传动和微机控制中,承受的扭力和转矩大,是磨损最快的部位,成形质量的优劣直接影响电器元件的质量,其引脚部位与电机转轴接触是否良好将严重影响整台设备的正常运行。
该工件由圆弧与直线对称组成,尺寸精度要求较高。如果尺寸满足不了产品设计要求,将对产品整个传动机构造成严重影响可能使传动机构接触不良,不能正常工作。其次本身的形状较为复杂,多种不同性质的冲压工艺为一身,因此形成具有一定难度。其厚度很薄,体积小,全长只有15mm。将外形视为冲孔,则其他需要冲的孔有4个,其中两个 1.2mm 的球形盲孔因材质薄可在冲U形槽时直接用球头凸模局部胀形将板料拉伸成凸起或凹进形状,起伏成形(又名压肋、压凸包、球包成形)。
2.冲裁工序
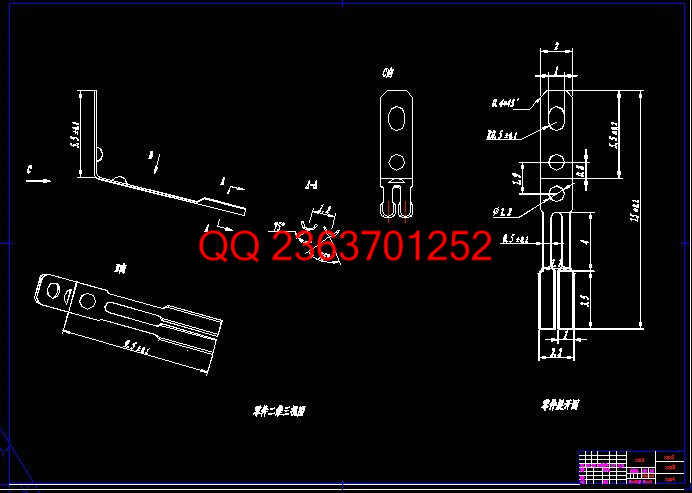
要求冲裁件形状尽可能简单、对称、避免复杂形状的曲线,并在许可情况下,把冲裁件设计成少、无废料排样的形状以减少废料。由上图可知,总长1.6mm和总长4mm的矩形孔两端用圆弧连接,有利于模具加工。若工件的转角处R小于0.5t或以尖角过渡时,不仅会使凹模热处理时发生淬裂,而且冲压时,在凸凹模尖角处也容易磨损,影响冲裁件的加工精度。该产品样图各直线或曲线连接处已尽量避免锐角和尖角,采用很多45°倒角,若采用镶拼模可不用圆角相连以免除其后附加工序,满足图纸要求并节省材料。为利于模具制造,提高模具寿命,在冲裁件未标注倒角的四周,线段夹角a>=90°时落料模最小圆角半径取0.18t,冲孔模最小圆角半径取0.20t;a<=90°时落料模最小圆角半径取0.35t,冲孔模最小圆角半径取0.50t。
另外,冲裁件的孔径因受冲孔凸模强度和刚度的限制,不宜太小,否则,容易折断或压弯,冲孔的最小尺寸取决于冲压材料的力学性能,凸模强度和模具结构。如果采用带保护套的凸模,稳定性高,凸模不易折断,最小冲孔尺寸可以减小。由表1及参考资料《冲压工艺与模具设计》表2-18、2-19知d=1≥0.9×0.11,b=0.7≥0.6×0.11,因此孔能用无保护套的凸模冲出。
冲孔件上孔与孔、孔与边缘之间的距离不能过小,以避免工件变形、模壁过薄或因材料易被拉入凹模而影响模具寿命。由《冲压工艺与模具设计》表2-20最小圆孔间距为3.1t=3.1×0.11<(2-1.2)/2,方孔为4.6t=4.6×0.11<0.5,所以孔的结构是合理的。
3. 弯曲部位
1)弯曲的圆角半径
材料产生塑性变形才能形成所须的形状,为了实现弯曲件的形状,弯曲圆角半径最大值是没有限制的。例如,可以将0.3mm厚的铁板卷成 300mm 的圆桶,只需计算或试验出其回弹量,就可制出所需的形状。
板料弯曲的最小半径是有限制的,如果弯曲半径过小,弯曲时外层材料拉伸变形量过大,而使拉应力达到或超过抗拉强度 , 则板料外层将出现断裂,至使工件报废。因此,板料弯曲存在一个最小圆角半径允许值,板料弯曲圆角半径不应小于此值。最小弯曲半径值可按下表2选用。
当弯曲件有特殊要求,其圆角半径必须小于最小弯曲圆角半径时,可设法提高材料的塑性,例如将材料退火或再加热状态下弯曲。在冲压工艺安排和模具设计上也可采取一些方法,如厚板弯曲时要求半径小,可采用预先开槽或压槽的方法,使弯曲部位的板料变薄,能防止弯曲部位开裂,如《冲模设计应用实例》图3-4所示。
2)板料的纤维方向与弯曲线夹角
表1列出了弯曲线与纤维线之间的角度关系。用于冷冲压的材料大都属于轧制板材,轧制的板材在弯曲时各方向的性能是有差别的,纤维纹的方向就是轧制的方向。对于卷料或长的板料,纤维线与长边方向平行。作为弯曲用的板料,材料沿纤维方向塑性姣好,所以弯曲线最好与纤维线垂直。这样,弯曲时不易开裂,如图3-5所示。
如果在同一零件上具有不同方向的弯曲,在考虑弯曲件排样经济性的同时,应尽可能使弯曲件与纤维方向夹角 不小于30º,如图3-6所示。
3)最小弯曲高度
在进行直角弯曲时,如果弯曲的直立部分过小,将产生不规则变形,或称为稳定性不好,如图3-7b 所示。为了避免这种情况,应当如图3-7a 所示,使直立部分的高度H>2.5t。当H<2.5t时,则应在弯曲部位加工出槽,使之便于弯曲,或者加大此处的弯边高度H,在弯曲后再截去加高的部分。
4)工艺孔、槽及缺口
在一些弯曲工件的工艺设计中,为了防止材料在弯曲出受力不均匀而产生裂纹、角部畸变等缺陷,应预先在工件上设置弯曲工艺所要求的孔、槽或缺口,即所谓工艺孔、工艺槽或工艺缺口。如图3-8a所示,压弯后难以形成理想的直角,甚至将产生裂纹或使支架在H处变宽,若如图所示在该处弯曲前加工出M N的缺口,则能得到较好的弯曲成形。图3-8b所示为在弯曲处K预冲工艺孔可以防止偏移,得到正确的形状和尺寸。
对于需经过多次弯曲才能成形的工件,如图3-8c所示,可以在图中D位置增加定位工艺孔,作为压弯工序的定位基准,这样虽然经过多次弯曲工序,仍能保证其对称性和尺寸要求。
为防止毛坯的偏移,在设计模具时应该考虑增加压料板、定位销等定位元件。3.5mm引脚处可以以 1.2的球形凹包为定位工艺孔来保证左、右引脚形状与尺寸的对称性要求。因为直立部分宽度为(2.4-1.7)/2=0.35mm>2.5×0.11不需开工艺槽,且45°的倒角也有利于底侧边作75°/2弯曲时的稳定性。
5)孔与弯曲处的最小距离
工件在弯曲线附近有预先冲处的孔,在弯曲后由于弯曲时材料的流动,会使原有的孔变形。为了避免这种情况,必须使这些孔分布在变形区外的部位。如图3-9所示,设孔的边缘至弯曲半径R中心的距离为L,则应满足下列关系:
当t<2mm时,L t。
当t>2mm时,L t。
该工件t=0.11mm<<2mm,盲孔到弯曲半径中心的距离为0.8-1.2/2=0.2>0.11,弯曲后不会使原有的盲孔变形,满足工艺要求
工件不能满足上述要求时,可采用《冲模设计应用实例》图3-10所示的方法,以保证孔的正确性。
6)冲裁毛刺与弯曲方向
弯曲件的毛坯往往是经冲裁落料而成的。其冲裁的断面以面是光滑的,另一面是有刺的。弯曲件应尽量使有毛刺的一面作为弯曲件的内侧,如图3-11a所示,当弯曲方向必须将毛刺面置于外侧时,应尽量加大弯曲半径,如图3-11b所示。
参考《冲模设计手册》图4-22,由《冲模设计应用实例》表3-2中性层位置因数K与R/t比值的关系
105°处折弯处 垂直于纤维方向R=1t=0.11,K=0.31。对V形件,由表3-4V形弯曲回弹值,根据力学性能以30CrMnSiA近似计算。弯曲角度为105°时,回弹角度为1°30′
75°处折边处 平行于纤维方向R=3t=0.33,K=0.42对两个管脚的U形件,参照《冲模设计手册》图4-13钝角U形弯曲模的尺寸差,R=0.2与折边的圆角过渡可以有效的防止拉裂和截面畸变。为防翘曲可以采用带侧板的弯曲模,阻止材料沿弯曲线侧向流动。
4.冲压件的精度
冲压加工与任何机械加工一样,也有其自身的加工精度范围。在实际生产中,由于影响加工精度的因素太多,因此对冲压件的精度要求不宜太高。若精度要求过高势必给工艺设计,模具设计和制造都带来困难,有时则需增加整形,整修等冲压工序,甚至机加工等工序才能达到工件的要求。
|