|
设计描述:
文档包括:
Word版说明书一份,共28页,约10000字
外文翻译一份
CAD版本图纸,共19张:
手柄冲孔、落料级进模的设计与制造
[摘要]
冲压模具(简称冲模)是冲压生产的主要工艺装备,其设计的是否合理对冲压件的表面质量、尺寸精度、生产率以及经济效益等影响很大。因此,研究冲压模具的结构,提高冲压模具的各项技术指标,对冲压模具设计和冲压技术发展是十分必要的。
本文介绍了手柄冲孔、落料级进模的设计、制造及装配过程,包括零件的工艺分析、工艺方案的确定、冲压工艺的相关计算、模具类型及结构的确定、模具材料的选择、主要零部件的设计、主要零部件的制造及模具的装配。考虑材料利用率问题,根据冲裁件的一头大一头小的形状特点采用双面冲裁,以保证经济效益。为保证模具的精度,文中提出了一系列的加工要求,以及在装配过程中应注意的问题。
[关键词]
手柄 冲孔、落料级进模 设计与制造
目 录
一、前言- - - - - - - - - - - - - - - - - - - - - - -1
二、零件的工艺性分析- - - - - - - - - - - - - - - - - - - -2
三、工艺方案的确定- - - - - - - - - - - - - - - - - - - - -3
四、冲压工艺计算及设计- - - - - - - - - - - - - - - - - - -3
(一)排样图设计- - - - - - - - - - - - - - - - - - - - - -3
(二)裁板设计- - - - - - - - - - - - - - - - - - - - - -4
(三)卸料力计算- - - - - - - - - - - - - - - - - - - - - - -5
(四)冲裁力计算- - - - - - - - - - - - - - - - - - - - - - 5
(五)总压力计算- - - - - - - - - - - - - - - - - - - - - - -5
(六)模具压力中心计算- - - - - - - - - - - - - - - - - - - - 6
(七)弹性橡胶板计算- - - - - - - - - - - - - - - - - - - - -7
(八)凸、凹模刃口尺寸计算- - - - - - - - - - - - - - - - - - 8
五、模具类型及结构的确定- - - - - - - - - - - - - - - - - 9
六、模具材料的选用- - - - - - - - - - - - - - - - - - - - 9
七、主要零部件的设计- - - - - - - - - - - - - - - - - - -10
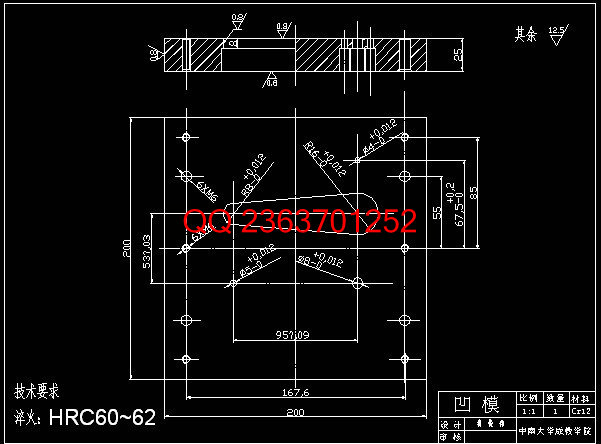
(一)凹模设计 - - - - - - - - - - - - - - - - - - - - - - 11
(二)凸模设计 - - - - - - - - - - - - - - - - - - - - - - 12
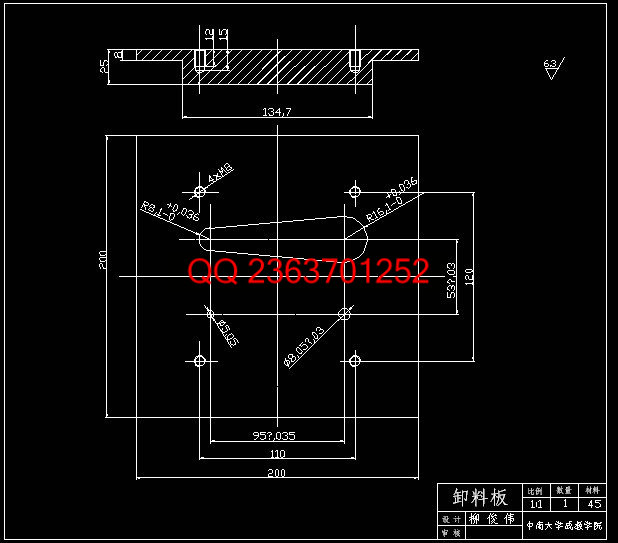
(三)卸料板的设计 -- - - - - - - - - - - - - - - - - - - - 13
(四)导尺的设计 - - - - - - - - - - - - - - - - - - - - - 14
(五)始用挡料装置– - - - - - - - - - - - - - - - - - - - 15
(六)凸模固定板的设计--–- - - - - - - - - - - - - - - - - -15
(七)模架的确定 - - - - - - - - - - - - - - - - - - - - 15
八、主要零部件的制造 - - - - - - - - - - - - - - - - -15
(一)凹模- - - - - - - - - - - - - - - - - - - - - -15
(二)凸模- - - - - - - - - - - - - - - - - - - - - 17
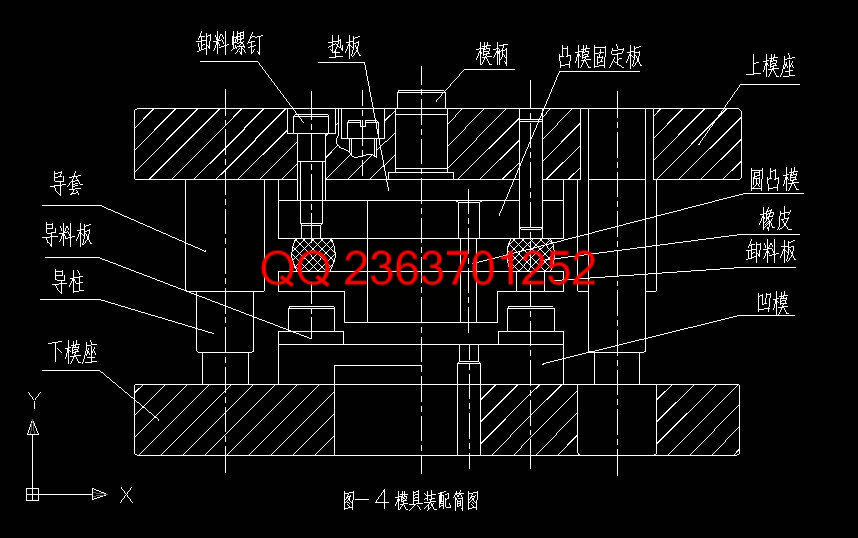
九、模具装配 - - - - - - - - - - - - - - - - - - - - 17
十、冲压模具合理使用与维护 - - - - - - - - - - - - - - 19
十、总结评价 - - - - - - - - - - - - - - - - - - - 19
十一、致谢 - - - - - - - - - - - - - - - - - - - - - 19
十二、参考文献 - - - - - - - - - - - - - - - - - - - 21
十三、附录 - - - - - - - - - - - - - - - - - - - - - 22
手柄冲孔、落料级进模的设计与制造
一、前言
模具是工业生产中使用极为广泛的基础工艺装备。在汽车、电机、仪表、电器、电子、通信、家电和轻工等行业中,60%~80%的零件都要依靠模具成形,并且随着近年来这些行业的迅速发展,对模具的要求越来越迫切。精度要求越来越高,结构也越来越复杂,用模具生产制件所表现出来的高精度、高复杂性、高一致性、高生产效率和低消耗,是其他加工制造方法所不能比拟的。模具生产技术的高低,已成为衡量一个国家产品的制造水平的重要标志。
目前,国内模具工业发展很快,其产值已超过机床工业的产值。我国模具工业作为一个独立的新型的工业,正处于飞速发展阶段,已成为国民经济的基础工业之一,其发展前景十分广阔。据预测,未来我国将成为世界的制造中心,这更加给模具工业带来前所未有的发展机遇和空间。但由于我国模具工业起步较晚,底子薄“九五”期间虽有较快发展,但与发达国家相比,差距还相当大。许多模具还需要进口,模具制造高级 人才也供不应求。为进一步加快我国模具工业的发展,基本任务之一就是加快人才的培养,普及先进的模具设计与制造技术,培养模具专业的高级人才。
为满足模具制造业对技术工人的需求,很多职业技能培训学校都开设了模具制造相关专业,而目前我国模具制造工还没有成为独立的专业工种,还没有统一的模具制造专业教学大纲和教材,也没有统一的技能鉴定标准,各学校和企业都只能在摸索中自行组织安排,这种状况显然不利于该专业的发展和人才培养的规范性。
三百六十行,各行各业对从业人员都有自己特有的职业技能要求。从业人员必须熟练掌握本行业、本岗位的职业技能,具备一定的包括职业技能在内的职业素质,才能胜任工作,把工作做好,为社会做出应有的贡献,实现自己的人生价值,在激烈的市场竞争中立于不败之地。
在此次毕业设计当中,我设计的产品零件是一个手柄。该产品采用级进模加工成型。经过本人的努力,查阅了大量资料,加上指导老师的精心指导,完成了此副模具的设计。在设计过程中难免有些不足之处,恳请各位专家和老师加以批评指正。
二、零件的工艺性分析
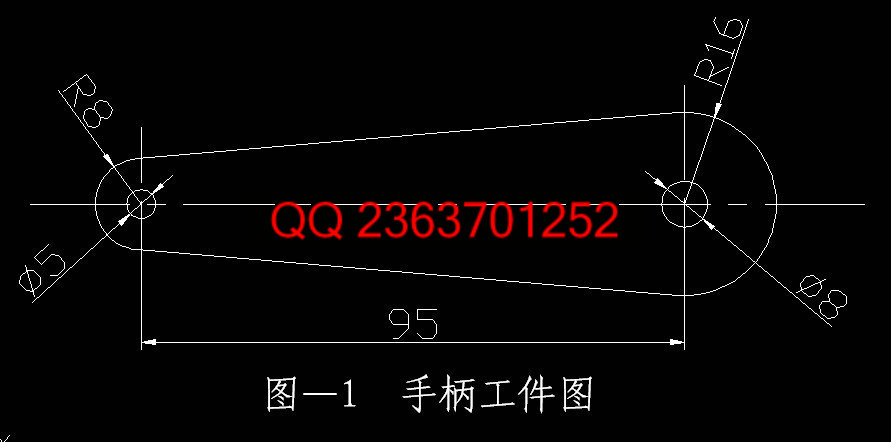
工件名称:手柄
生产批量:小批量
材料:Q235-A:料厚1.2mm
工件简图:如图1所示
冲裁工件的工艺性,是指冲裁工件对冲压工艺的适应性,既冲裁件的形状结构、尺寸大小、尺寸偏差、形位公差与尺寸基准等是否符合冲裁工艺的要求。冲裁工件的工艺性对冲裁工件的质量、材料利用率、生产率、模具制造难易、模具寿命、操作方式及冲压设备的选用等都有很大的影响。一般情况下,对冲裁工件的工艺性影响最大的是几何形状、尺寸和精度要求。良好的冲裁工艺性应能够满足材料省、工序少、产品质量稳定、模具较易加工。
此工件只有冲孔和落料两个工序,将外形视为落料,则需要冲的孔有2个,大端冲一个ф8mm的孔,小端冲一个ф5mm的孔。
三、工艺方案的确定
拟定工艺方案:
方案一:先落料,后冲孔的单工序冲裁;
方案二:冲孔、落料的一次复合冲裁;
方案三:冲孔、落料级进冲裁。采用方案一:生产率低工件尺寸误差大;采用方案二:模具制造难度较大,并且冲压后成品件留在模具具上,在清理模具上的物料时会影响冲压速度。采用方案三:生产率高,工件夹带可提高工件尺寸精度、操作安全。相比较:故采用方案三加工此模具。因为此工件加工精度不是很高,所以在制造过程中采用普通精度的冲床加工就能够保证制件精度。冲压设备的选择是根据冲压工艺性质、生产批量大小、冲压件的几何形状、尺寸及精度要求等因素开确定的。因为是小批量生产,冲压件的精度不高,所以采用普通冲床加工就可以了。
|