 |
|


|
设计名称 |
照相机接触片冲压模设计 |
 |
|
设计编号 |
I013 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
16000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.9.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
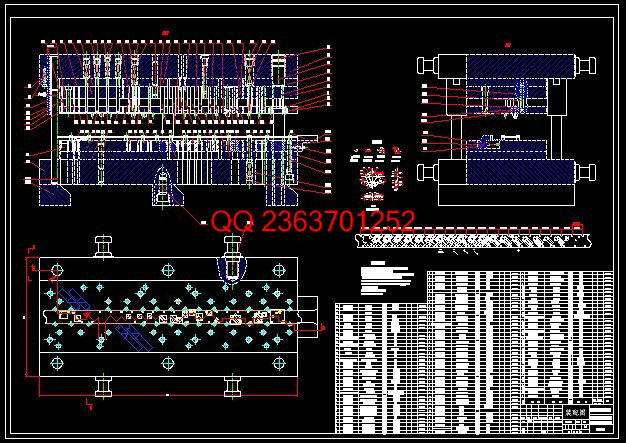
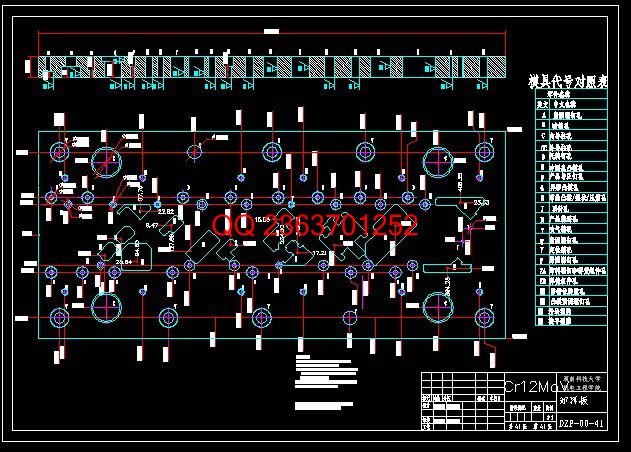
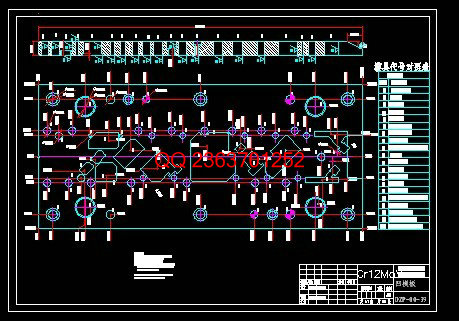
29页 16000字数+说明书+40张CAD图纸
第1章 制件的工艺分析 5 由制件实体可以知道:制件的外形不规则,需要经过多次冲裁和弯曲才能完成加工,因此采用冲裁加弯曲的工序进行加工。通过对零件的初步分析可知,要完成该制件的生产,需要经过以下工艺:冲孔、弯曲、冲孔、落料工艺。冲压件的精度要求较高,最小的误差要求在±0.01mm以内,平面度要求在±0.3mm以内,制件的厚度为0.25mm,属于薄材料类冲裁。查阅《模具设计手册》,将设计中的材料确定为:不锈钢1Cr18Ni9材料。另外,在设计中还应该考虑到不锈钢材料的冲裁工艺性,以及其纤维方向的特性。由相关资料知:在不锈钢中加入Ni可明显降低刚的冷加工硬化倾向,其原因是可使奥氏体的稳定性增加,减少和消除了冷加工过程中的马氏体转变,降低了冷加工硬化速率,强度降低和塑性提高。当刚中有足够的铬时,在刚的表面易形成非常薄的致密的氧化膜,它可以防止刚进一步的氧化或腐蚀。氧化性的环境可以强化这种膜,而还原性环境会破坏这种膜。故该中材料制作的零件要特别注意它的使用环境,以增加其使用寿命。另:用作压力工的钢材,表面不得有肉眼可见的裂缝、折迭、结疤及夹杂,如有必须清除,清除深度从钢材实际尺寸算起应符合有关规定。如本设计使用的材料尺寸小于100mm,则同截面允许清除的深度为钢材尺寸的8%。清楚宽度不小于深度的5倍,允许有从实际尺寸算起不超过尺寸公差之半的个别细小划痕 |
|
部分图纸 截图 |
     |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持!