|
文档包括:
word说明书一份,31页,约12000字左右
CAD版本图纸,共21张
衔铁多工位级进模设计
学 生:
摘要:多工位级进模是在普通模具的基础上发展起来的一种高精度、高效率、长寿命的模具。是技术
密集型模具的总要代表,是冲模的发展方向之一。在模具设计前必须对工件进行全面的分析,然后确
定工件的冲压成型方案,正确设计模具的结构和模具零件的加工工艺规程,以获得最佳的技术经济效
益。
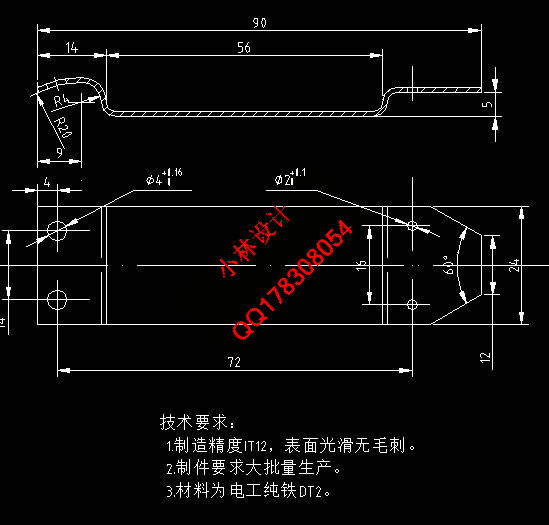
本次设计的零件为板料冲裁弯曲件—衔铁,衔铁采用的材料为电工纯铁DT2,厚度1mm保证了足够的强
度和硬度。该零件的外形简单,利于合理排样、减小废料。此材料具有良好的塑性及较高的弹性、较
高的冲裁性和良好的弯曲性。
关键词:级进模;冲裁;弯曲;排样;设计
目 录
摘要.................................................................1
关键词...............................................................1
1前言..............................................................2
1.1概述 .................................................................2
1.2模具的发展.................................................................2
1.3模具在我国的发展状况.............................................2
2制件的结构及工艺性分
析.................................................................2
2.1 冲裁的工艺性.................................................................3
2.2 弯曲的工艺性.................................................................4
3模具的工艺计算.................................................................5
3.1毛坯尺寸的计算.................................................................5
3.1.1制件的中性层半径.................................................5
3.1.2制件坯料的展开长度.............................................5
3.2排样方案的确定.................................................................6
3.2.1初拟排样方案.................................................................6
3.2.2初定条料宽和步距.......................................7
3.2.4选取条料.....................................7
3.2.5根据所选条料规格,计算所需再加工的板料尺寸.........................7
3.2.6排样图.................................................................8
3.3冲裁力及弯曲力的计算...........................................8
3.3.1冲压力.................................................................8
3.3.2弯曲力.................................................................10
3.4 模具压力中心的计算......................................12
3.5 凸凹模刃口尺寸计
算.................................................................14
3.5.1冲孔落料的凸、凹模的尺寸计算...................................15
3.5.2弯曲凸、凹模的计算.....................................19
3.6 弹性元件的选择与计.........19
3.6.1 卸料弹簧的选择和计算......................................19
4 模具主要零部件的结构设计........................................20
4.1模具设计原则.................................................................20
4.2模架中各块板的选取.........................................21
4.3凸、凹模的结构设计...............................................22
4.3.2凹模外形尺
寸.................................................................................24
4.3.3凸模固定结构形式.................................................24
4.3.4凸模结构组成.........................................25
4.4凸模强度的校核.....................................................25
4.4.1圆孔凸模抗压强度的校核......................................25
4.4.2弯曲凸模应力校核..................................................26
4.5模具闭合高度的确定................................26
4.5.1模具得闭合高
度.................................................................26
4.6辅助零件的设计.................................................................27
4.6.1导向零件的设
计.................................................................27
4.6.2导柱、导套的设
计.................................................................27
4.6.3固定与联接零件的设计与选
取.................................................................28
5 模具材料的选择和加
工.................................................................30
5.1 模具材料的选择.................................................................30
5.1.1 选取模具材料的一般原
则.................................................................30
5.1.2 凹模的加工要
求.................................................................31
5.1.3 冲裁模凸模的制造工艺过
程.................................................................31
5.1.4 冲裁模凹模的制造工艺过
程.................................................................32
5.2材料热处理.................................................................32
5.2.1 模具热处理基本要
求.................................................................32
5.2.2模具用钢的热处理过程及硬度要求.............................................33
6 结论.................................................................33
参考文献.............................................................34
致谢...............................................................34
|