|
����ͼֽԤ��
���������
�ĵ�����:
Word�����˵����1�ݣ���11ҳ��Լ5200��
CAD�汾ͼֽ����4��
����һ��
���̿�һ��
Ŀ ¼
һ������ķ���
��������Ĺ��շ���
��������
�ġ�ѡ��ӹ��������ⶨ����·��
�塢�ӹ��豸�����ߡ��оߡ����ߵ�ѡ��
��������������ѡ��
�ߡ�����ʱ���ȷ��
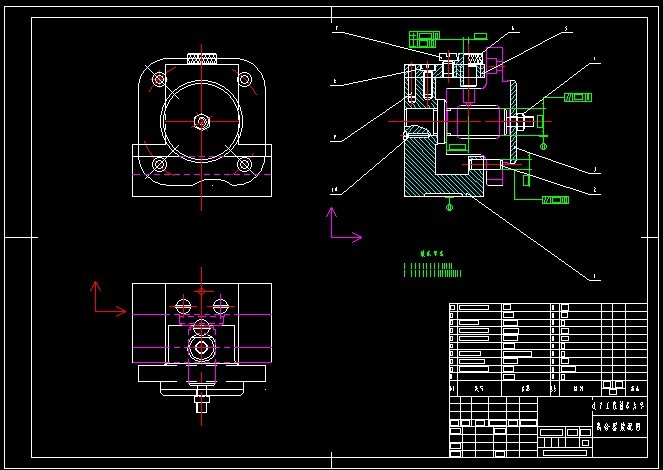
�ˡ��о����
�š��ĵ�
ʮ���ο�����
�γ���Ƶ�Ŀ��
��е�ӹ����տγ�����ǻ�е��ѧ����ѧ���˻�е���켼��������������ʵϰ֮���һ����Ҫ��ʵ���Խ�ѧ���ڡ����γ������Ҫ����ѧ���ۺ�������ѧ��֪ʶ�����������������������������ʹѧ����һ�������й�����֪ʶ�����ջ�е�ӹ����չ����Ƶķ�������߶���������������Ϊ��������רҵ����������û�����
���⣬��ογ����ҲΪ�Ժ�ı�ҵ��ƽ�����һ���ۺ�ѵ��������ͨ�����ογ���ƣ�Ӧʹѧ��������������õ�������
��1�����������û�е�����������е���켼���������й����γ��еĻ������ۣ��Լ�������ʵϰ����ѧ����ʵ��֪ʶ����ȷ�ķ����ͽ��ijһ������ڼӹ��л���ѡ����·�ߵ��ⶩ�Լ������Ķ�λ���н������ճߴ�ȷ�������⣬�Ӷ���֤�������������������ʺ;����ԡ�
��2��ͨ���о���Ƶ�ѵ������һ����߽ṹ���(������Ƽ��㡢������ͼ�ȷ���)��������
��3���ܱȽ������IJ��ĺ�ʹ�ø��ּ������ϣ����йع��ұ����ֲᡢͼ�ᡢ�淶�ȡ�
��4������ƹ���������ѧ���Ͻ��Ĺ�������Ͷ���������������
һ������ķ���
1�����������
��Ŀ�������������ʽ���ˮ���ϵ������������λ��ˮ�ñÿ��ڣ���Ҫ�����ǹ̶�ˮ��Ҷ�֡�
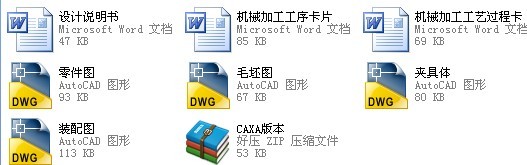
2���������״
�����ʵ����״����ͼ��ʾ�� �����ͼ�Ͽ���������ǵ��͵�������ṹ�Ƚϼ�����ߴ磬��������ͼ��ʾ��
��������Ĺ��շ���
�����ͼ��֪�������ΪHT200���ò���Ϊ�����������нϸ�ǿ�ȣ���ĥ�ԣ������Լ������ԣ������ڳ��ܽϴ�Ӧ����Ҫ����ĥ�����
��������������ӹ����棬����֮����һ����λ��Ҫ���ַ������£�
1����˵ļӹ����棺
��һ��ӹ��������������棬Φ1250-0.025��Բ��Φ100+0.026-0��Բ�����ǣ���ͨ��Φ7����ײ���˿����һ����ֻ�ж�����6.3�Ĵֲڶ�Ҫ��Φ100+0.026-0����Բ����25�Ĵֲڶ�Ҫ����Ҫ���ߣ��ֳ���뾫���Ϳ��Դﵽ����Ҫ���깤û�о���Ҫ�����һ������Ϳ��ԴﵽҪ������Ҫ���ס��¿ȹ���
2.�Ҷ���ļӹ����棺
��һ��ӹ�����������Ҷ��棻Φ1210-0.04h7����Բ���ֲڶ�Ϊ3.2��6.3���⾶ΪΦ50���ھ�ΪΦ40+0.016-0��С̨���ֲڶ�Ϊ3.2�������е��ǣ�Φ32��С���ۣ��ֲڶ�Ϊ25����Φ17.5�����Ŀף���Φ7ͨ�ס���Ҫ��Ҳ���ߣ��ֳ���뾫���Ϳ��Դﵽ����Ҫ�����У�Φ17.5��Φ40�Ŀ���Բֱ���ڳ��������۹������ˡ�
�����������±���
�ӹ��������ֲڶȹ���/���ȵȼ��ӹ����������
Ra6.3
IT8~IT10
�ֳ�-�뾫��
Φ1250-0.025��Բ
Ra6.3
IT8~IT10
�ֳ�-�뾫��
Φ100+0.026-0��Բ
Ra25
IT11����
����
����
��
IT11����
�ֳ�
��Φ7ͨ��
��
IT11����
��ͨ��
M4-7H���ƿ�
��
IT11����
��ײ���˿
�Ҷ���
��
IT11����
�ֳ�-�뾫��
Φ1210-0.04h7��Բ
Ra3.2
IT8~IT10
�ֳ�-�뾫��
С̨�ڲ�Φ40
��
IT11����
����
С̨����
Ra25
IT11����
����
Φ17.5���Ŀ�
��
IT11����
����
��Φ7ͨ��
��
IT11����
��ͨ��
Φ32��С����
Ra25
IT11����
����
��������
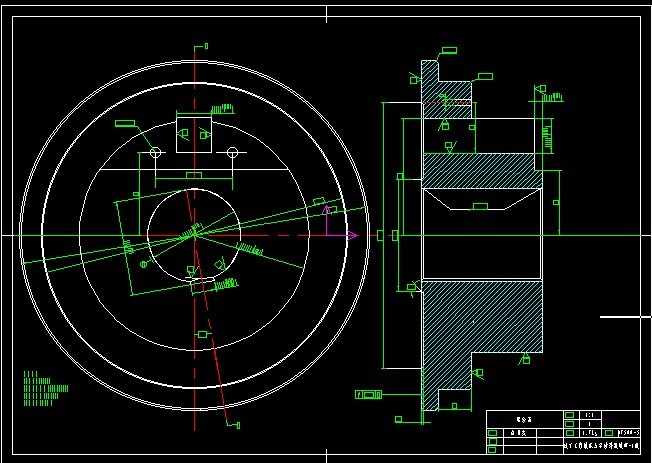
1��ë����ѡ��
ë�������ѡ������������ʵ�����ã����ϡ���״�����������Լ��������л�ÿ����ԣ�ë�������췽����Ҫ�����¼��֣�1���Ͳ�2������3������4������5������ë������������IJ��ϣ��Ƽ����ͲĻ����������Ӿ��÷������룬�����Ͳ��еİ��ϣ��ӹ�����̫�����������˷Ѳ��ϣ����һ����ӻ�����������Դ�����ģ����������нϸߵĿ�������Ϳ�Ťǿ�ȣ�������Գ����ڴ��غɻ����غ��µĹ��������
���������ΪHT200�����ǵ�����ڹ���ʱҪ�иߵ���ĥ�ԣ�����ѡ���������졣�������Ҫ��Q=5000̨/�꣬n=1��/̨���������ʵ�ʣ���Ʒ��α�ͷ�Ʒ��β�ֱ�ȡ10%��1%���빫ʽ�øù�������������
N=5000 5555��/��
2��ȷ����е�ӹ�������ë���ߴ����
��1������������ߴ�
�������ͼ���������ijߴ磬���ֱ����142mm����69mm��
��2��ѡ����������ȼ�
���ֲ����췽�����������ͣ��������ϰ�������������������ȼ�Ϊ8~12��ȡΪ11����
��3���������ߴ繫��
���������ڻ����ߴ�ԳƷֲ���
��4�����е�ӹ������ȼ�
���ֲ����췽�����������͡���������ΪHT200�û�е�ӹ������ȼ�E-G��ѡ��F����3��ȷ����е�ӹ�����
���������������������ֲڶȡ���״���ӳ̶ȣ�ȡ�����ӹ�����ĵ�������Ϊ7mm����
4��ȷ��ë���ߴ�
�����õļӹ����������ڻ�е�ӹ�����ֲڶ�Ra�R1.6 ��Ra��1.6 �ı��棬����Ҫ�ʵ��Ӵ�
������������ӹ�����Ra�R1.6 �������Щ�����ë���ߴ�ֻ�轫����ijߴ����������������ɡ��������еı���ֻ��ּӹ�����ʱ��ȡ�������ݵ�Сֵ��
��������Ϊ���������ɲ�������ɰ������ë�����������п���������������ʲ���Ҫ�������ġ����⣬Ϊ��������Ӧ���������Ӧ�����˹�����ʱЧ������
5��ȷ��ë���ߴ繫��
ë���ߴ繫�������������������ϵ������״����ϵ�����ֲ�ã������ë���ߴ�����ƫ����±���ë���ߴ���������/mm
�����ߴ�ƫ��ο�����
142±1.3��е���칤������ֲ�
83±1.36�����ë��ͼ
��1�� ȷ����ģб�� ���ݻ�е���칤������ֲ�����ģб��Ϊ5�ȡ�
��2�� ȷ�������� ����ë����״ǰ��Գƣ������������н��棬Ϊ����ģ�����ڷ�������ģ����������еĴ�������ѡǰ��ԳƵ��н���Ϊ�����档
��3�� ë�����ȴ�����ʽ Ϊ��ȥ����Ӧ���������������ܣ�������ȡ����Ҫ��ʱЧ������
��4�� ��ͼΪ�������ë��ͼ:
�ġ�ѡ��ӹ��������ⶨ����·��
1���ֻ����ѡ��
����ѡ���ǹ��չ������е���Ҫ���֮һ�������ѡ����ȷ�����������ʹ�ӹ������õ���֤�������ʵõ���ߡ����ӹ����չ��̻�����ٳ����������ߣ������������������ϣ�ʹ���������С�
2���������ѡ��
������ѡ����Ҫ���ǻ��غϵ����⡣ѡ��ӹ��������ƻ�Ϊ��λ������Ϊ���غϵ�ԭ���û��غ�ԭ����Ա����ɶ�λ������ƻ����غ�����Ļ����غ�������ijߴ羫�Ⱥ�λ�þ����ܿɿ��ĵ��Ա�֤��
3.�ƶ���е�ӹ�����·�ߣ�
����·��һ��
����һ��1.�ֳ��Ҷ��� 2.����ԲΦ121 3.����̨���� 4.����ԲΦ130 5.������ 6.����Φ40
�������1.�ֳ������ 2.����Φ100H7 3.��̨���� 4.����ԲΦ125
��������1.�뾫��Φ40 2.�뾫����ԲΦ121 3.�뾫����̨���� 4.�뾫����ԲΦ130 5.�뾫������ 6.�뾫���Ҷ���
�����ģ�1.�뾫������� 2.�뾫��Φ100H7 3.�뾫����̨���� 4.�뾫����ԲΦ125
�����壺1.�����Ҷ��� 2.������ԲΦ121 3.����Φ40 4.������ԲΦ130 5.�������� 6.������̨����
������1.��������� 2.����Φ100H7 3.������̨���� 4.������ԲΦ125
������ ��ϳB�� ����� ��ϳΦ100�� ����� ��ϳΦ100��
����ʮ 1.���Φ10 2.���굽Φ16 3.����Φ17.4
����ʮһ ���ۿ���17.5 ����ʮ�� ��6����λ�����Φ7
����ʮ�� 1.��4����λ�����Φ4.5 2.������4��M5
����·�߶���
����һ 1.�ֳ��Ҷ�����78 2.�ֳ���ԲΦ125×5 3.��ͨ��Φ16 4.�����ڿ�Φ34×29 5.�ֳ�С̨������20
����� 1.�ֳ��Ҷ�����71 2.�ֳ���ԲΦ128×9 3.�ֳ��ڿ�Φ98×6.8
������ 1.�뾫�����汣70 2.�뾫����ԲΦ121.4×5 3.�������ڿ�Φ39.6×27 4.�뾫���ڿ�Φ32×28 5.�뾫���ڿױ�Φ17.5 6.�뾫��С̨���汣16
������ 1.�뾫���Ҷ��浽69 2.�뾫����ԲΦ125.4 ��9 3.�뾫���ڿ�Φ199.6 ��7
������ 1.��ͨ��3×Φ7 ������ 1.��ͨ��3×Φ7 2.���4×Φ4.134��12 3.������4-M5��10
������ 1.ĥ�ڿױ�Φ40×5 2.ĥ��Բ��Φ12×5
����� 1.ĥ�ڿױ�Φ100×7 2.ĥ��Բ��Φ125×9
����·�߱Ƚϣ�
������������·�ߣ���һ������·�����ñȽϾ�ϸ��ÿһ�������ŵĺܵ�λ�������������ܸ��ӣ��ڶ�������·�߱Ƚϼ�����ˣ������Ͽ��Դﵽ����Ҫ������ĥ���о��е���ࡣ���֮������ѡ��ڶ�������·�ߣ�Ȼ���������ģ�ȥ��ĥʽ����Ϊ�������Ҫ�ߣ��뾫���Ϳ��ԴﵽĿ�ġ�
�ⶨ���չ��̹����
��������
��Ҫ˵��
01
ɳ������
02
�����˹�ʱЧ����
������Ӧ��
03
Ϳ��
��ֹ����
04
�ֳ��Ҷ�����78
�ֳ���ԲΦ125×5
��ͨ��Φ16
�����ڿ�Φ34×29
�ֳ�С̨������20
05
�ֳ��Ҷ�����71
�ֳ���ԲΦ128×9
�ֳ��ڿ�Φ98×6.8
06
�뾫�����汣70
�뾫����ԲΦ121.4×5
�������ڿ�Φ39.6×27
�뾫���ڿ�Φ32×28
�뾫���ڿױ�Φ17.5
�뾫��С̨���汣16
07
�뾫���Ҷ��浽69
�뾫����ԲΦ125.4��9
�뾫���ڿ�Φ199.6��7
08
��ͨ��3×Φ7
��ͨ��3×Φ7
���4×Φ4.134��12
������4-M5��10
09
ȥë��
ǯ��
10
���飬���
�塢�ӹ��豸�����ߡ����ߵ�ѡ��
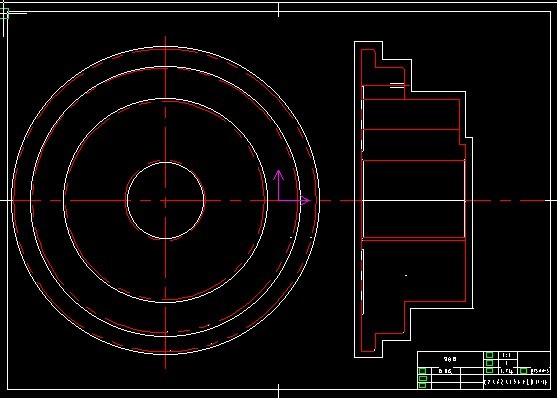
������������Ϊ���������ʼӹ��豸��ͨ�û���Ϊ������������ר�û�������������ʽ��ͨ�û���ר�üо�Ϊ������������ר�û�������ˮ�����ߣ������ڸ������ϵ�װж����������Ĵ��;����˹���ɡ�
1��ѡ����������ݲ�ͬ�Ĺ���ѡ�������
���ڱ�����ӹ����Ȳ��ߣ���ͨ�����Ϳ��Դﵽ�ӹ�Ҫ���������ѡ����õĻ�����������CA6140,�괲��Z5125A������������̨�����ľ������ϣ�
1.������CA6140
��ϵ�г��������ڳ�������Բ���棬���漰������ת�档�������ֹ��ơ�Ӣ�ơ�ģ���;������ƣ����ܽ���������Ͳ۵ȹ�����
CA6140 �ṹ�ص㣺
1>.CAϵ�в�Ʒ����“A”��Ϊ���ͣ����������ֱ��β�Ʒ��B�ͣ������80mm��C�ͣ������104mm��F�ͣ�Һѹ���Ρ�M�ͣ������͡�
2>.��������һ�㳵�������нϸߵĸնȣ������澭��Ƶ��𣬾�����ĥ��
3>.����������㼯�У��������п��ƻ��������õ��ֱ��������������Ժá�
4>.�����ṹ�ն��봫���նȾ�����һ�㳵�������������ʸߣ�����ǿ�������������������ѡ�ø�����ȫ��
2.�괲��Z5125A
��Ʒ˵����
�ͺ�
Z5125A
������ֱ��
25mm
��������������
9000N
�������Ť��
160N?m
���������
2.2kw
�������
3
����ת��
9(��)50-2000r
����ÿת������
9(��)
�����г�
200mm
�������г�(�ֶ�)
200mm
����̨�г�
310mm
����̨�ߴ�
400×550mm
���ͳߴ�/��װ�ߴ�
980×807×2302mm/2400×1030×1360mm
��������/�
950/1300kg
2��ѡ�ߣ�
ѡ��Ӳ�ʺϽ�ϳ����Ӳ�ʺϽ���ͷ��Ӳ�ʺϽ������ꡢӲ�ʺϽ�µ���Ӳ�ʺϽ�����,�ӹ������������YG��Ӳ�ʺϽ𣬴ּӹ���YG8���뾫�ӹ�ΪYG6�����������
��������������ѡ��
�����ٶȡ�������������������߳�Ϊ����������������Ӱ�칤���ӹ�����������Ч�ʵ���Ҫ���ء�
����ʱ�������ӹ��������ֱ���������ٶȳ�Ϊ�����ٶȣ���v(m/min)��ʾ������㹫ʽ��
v=πdn/1000(m/min)
ʽ�У�d——�������ӹ������ֱ����mm��
n——��������ÿ���ӵ�ת�٣�r/min��
����ÿתһ�ܣ��������ƶ��ľ��룬��Ϊ����������f(mm/r)��ʾ������ÿһ����ȥ�Ľ�����ĺ�ȣ���Ϊ������ȣ���ap(mm)��ʾ��
Ϊ�˱�֤�ӹ���������������ʣ�����ӹ�Ӧ�ֽΣ��еȾ��ȵ������һ�㰴�ֳ�һ�����ķ������С�
�ֳ���Ŀ���Ǿ���ش�ë������ȥ�ֵļӹ�������ʹ�����ӽ�Ҫ�����״�ͳߴ硣�ֳ������������Ϊ�����������мӴ�������ȣ������������������������ʵ��Ӵ���������������еȻ��е�ƫ�͵������ٶȡ�ʹ�ø��ٸֳ������дֳ������������Ƽ����£��������ap=0.8��1.5mm��������f=0.2��0.3mm/r�������ٶ�vȡ30��50m/min(�и�)��
�ֳ������ͼ�ë��ʱ����������ӲƤ��Ϊ�������⣬Ӧ�ȳ�����ǣ���һ������Ӧ����ӲƤ��ȡ��������гֵij��Ƚ϶̻������ƽ�������������˹���
�ֳ�Ӧ����0.5��1mm��Ϊ�����������ֳ���ľ���ΪIT14-IT11,����ֲڶ�Raֵһ��Ϊ12.5��6.3μm��
������Ŀ���DZ�֤����ߴ羫�Ⱥͱ���ֲڶȵ�Ҫ��������Ӧ�ڴ�ǰ���¾�������ߡ�һ�㾫���ľ���ΪIT8��IT7������ֲڶ�ֵRa=3.2��0.8μm,���Ծ���������߹����ļӹ�����Ϊ������������Ӧѡ�ý�С���������ap=0.1��0.3mm�ͽ�С�Ľ�����f=0.05��0.2mm/r�������ٶȿ�ȡ��Щ��
��������һ��ͻ���������DZ�֤�ӹ�����Ĵֲڶȵ�Ҫ���ϱ���ֲڶ�Raֵ����Ҫ��ʩ�����¼��㡣
��1������ѡ������������ѡ�ý�С���������ap�ͽ�����f,�ɼ�С���������ʹRaֵ��С��
��2���ʵ���С��ƫ��Kr′,��ĥ��СԲ�����Լ�С���������ʹRaֵ��С��
��3���ʵ��Ӵ�ǰ��γ0��������ĥ�ø�Ϊ������
��4�����ͺ�ӻ��ʹ�ĥ������ǰ�����棬ʹ��Raֵ�ﵽ0.2��0.1μm,����Ч��С���������Raֵ��
��5������ʹ������Һ��Ҳ�����ڼ�С�ӹ�����ֲڶ�Raֵ�����پ���ʹ���黯Һ����ͣ����õ��پ�������Ӧʹ��ú�ͣ����پ����ּ��ͽϸ����پ�����������һ�㲻ʹ������Һ��
��������ԣ��������
�ߡ�����ʱ���ȷ��
1����ʱ����ļ���
��ʱ������ָ�������ӹ��ľ�һ�������ʱ�䶨��
���У���ָ����ʱ�䶨��
��ָ����ʱ�䣨����ʱ�䣩��ͨ���������
��ָ����ʱ�䣬һ��ȡ��15~20��%����ͳ�Ϊ��ҵʱ��
��ָ���ù���ʱ�䣬һ�㰴��ҵʱ��ģ�2~7��%����
��ָ��Ϣ��������Ҫʱ�䣬һ�㰴��ҵʱ�䣨2~4��%����
�������ս�ʱ�䣬��������ʱ�������ս�ʱ����Բ���
N��ָһ������ĸ���
��������ԣ��������
�š��ĵû�е���켼�������γ������������ѧ���˴�ѧ��ȫ�������Σ�רҵ�������Լ�רҵ�κ���еġ����ǽ���������ʵϰ֮���һ����Ҫ��ʵ���Խ�ѧ���ڣ�Ҳ���ڽ��б�ҵ���֮ǰ����ѧ�ĸ��ƿγ�һ��������ۺ����ܸ�ϰ����һ��������ϵʵ�ʵ�ѵ������ˣ��������ǵĴ�ѧ����������ռ����Ҫ�ĵ�λ��
���Ҹ��˶��ԣ���ϣ��ͨ����ογ���ƶ��Լ�δ�������µĹ�����һ����Ӧ�Ե�ѵ����ϣ���Լ���������ܶ����Լ��ķ������⡢������⡢�����ϵ�������Ϊ�Ժ�Ĺ����������õĻ�����
�����������ޡ�ʱ�����ޣ�������кܶ��֮����ϣ����λ��ʦ����ָ����
ʮ���ο�����������ϼ���Ҫ
���
�ο��飺
����е���칤��ѧ�γ����ָ���顷
����ѫ�����е��ҵ������
������ϣ�
��ʵ�û�е�ӹ������ֲᡷ
�������о����ԭ����������
|