 |
|


|
设计名称 |
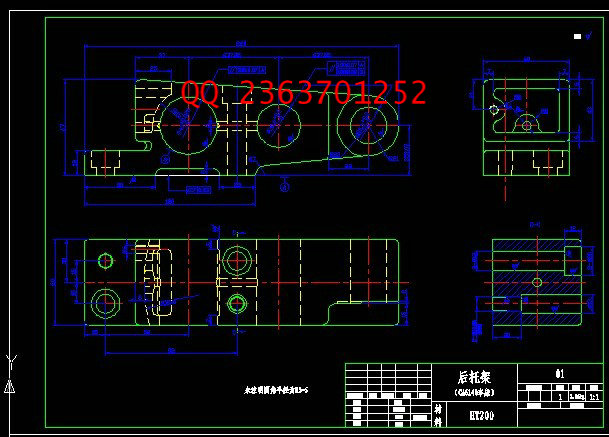
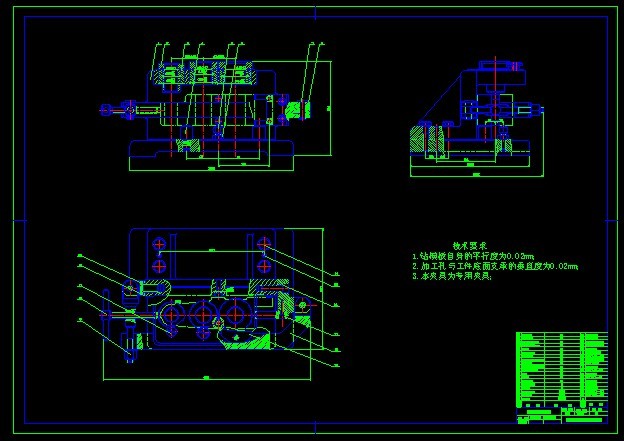
CA6140车床后托架工艺及钻三杠孔夹具设计[831001]【A型】 |
 |
|
设计编号 |
L065 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
12000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述: 文档包括: 设计word版本说明书一份,共34页,约12000字
CAD版本图纸,共4张
摘 要
机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段。本课题研究CA6140车床后托架加工工艺规程。首先通过对零件图的分析,了解工件的结构形式,明确了具体的技术要求,从而对工件各组成表面选择合适的加工方法。再拟订较为合理的工艺规程,充分体现质量、生产率和经济性的统一。
ABSTRACT
He machine-finishing craft realizes the product design, guaranteed the product quality, saves the energy, reduces the consumption the important method. After this topic studies the CA6140 lathe the bracket processing technological process. First through to the detail drawing analysis, understood the work piece the structural style, has been clear about the concrete specification, thus to work piece each composition surface choice appropriate processing method. Again drafts the more reasonable technological process, fully manifests the quality, the productivity and the efficient unification .
|
|
部分图纸 截图 |
   |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
