|
设计描述:
Word版说明书一份
CAD版本图纸,共6张:
工艺卡一套
过程卡一套
机械制造工艺及夹具课程设计任务书
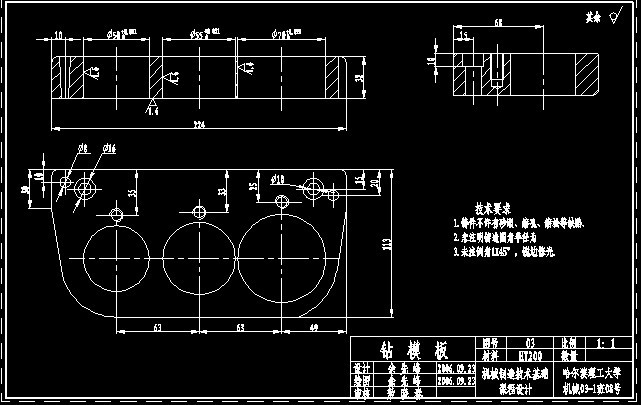
设计题目:制定CA6140车床后托架的加工工艺,设计钻 、 、 孔的钻床夹具
设计要求: 中批量生产 动夹紧 通用工艺装备
设计时间2006.9.11-2006.9.29
设计内容: 1、熟零件图
2、绘制零件图
3、绘制毛坯图
4、编写工艺过程卡片和工序卡片
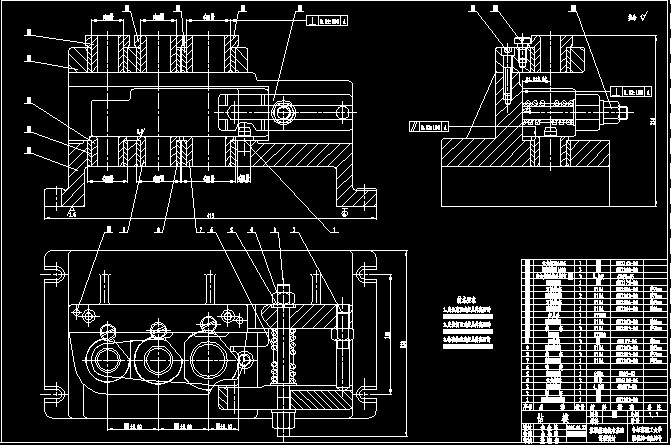
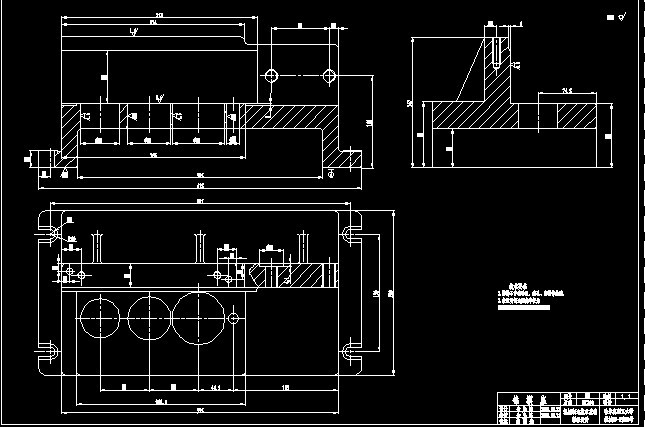
5、绘制夹具总装图
6、说明书一份
目录
任务书 2
第1章 CA6140车床后托架的零件分析 4
1.1 后托架的作用和结构 4
1.2 后托架的工艺分析 5
第2章 后托架的工艺规程设计 6
2.1 确定毛坯的制造形式 6
2.2 基面的选择 6
2.3 制定工艺路线 6
2.3.1 工艺路线方案 6
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 7
2.5 确定切削用量及基本工时 7
第3章 后托架的夹具设计 22
3.1 夹具设计过程中的问题 22
3.2 夹具设计 22
3.2.1 定位基准的选择 22
3.2.2 定位元件的选择 22
3.2.3 定位误差计算 22
3.2.4 夹紧力的计算 23
3.2.5 夹紧元件强度校核 25
3.2 夹具说明 25
论结 25
致谢 26
参考文献 26
第1章 后托架的零件分析
1.1 后托架的作用和结构
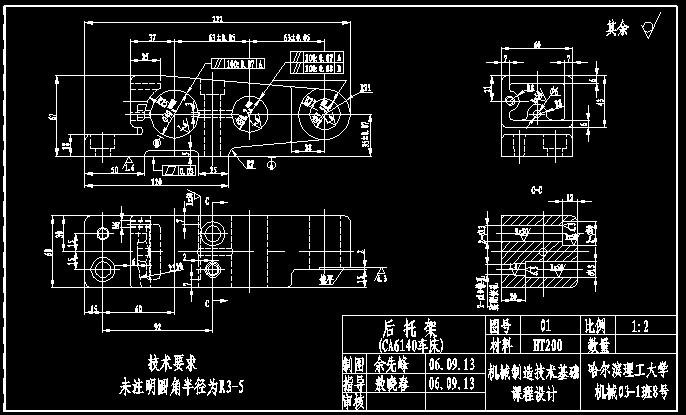
本零件为CA6140车床后托架,用于机床和光杠,丝杠的连接。
零件具体结构见附件“后托架零件图”。
图2-1 零件大体结构
1.2 后托架的工艺分析
零件有两个主要的加工表面,分别零件底面和一个侧面,这两个主要的加工表面之间有一定的位置要求,现分析如下:
1. 零件底面:
这一加工表面主要是平面的铣削,它为后来的加工定位。
2. 侧面:
这一加工表面主要是 40 mm、 30.2 mm、 25.5 mm孔的加工,主要的加工表面为 40 mm、 30.2 mm、 25.5 mm的孔,它为后来的加工定位。
这两个加工表面之间有着一定的位置要求,主要是:
零件底面与 40 mm、 30.2 mm、 25.5 mm的孔中心线连线的平行度公差为100:0.07、距离偏差为±0.07mm。
由以上分析可知,对这两个加工表面而言可以先粗加工零件底面,然后以次为基准加工侧面的 40 mm、 30.2 mm、 25.5 mm孔,在由加工完的 40 mm、 30.2 mm、 25.5 mm孔作为基准精加工底面并且保证它们之间的位置精度要求。在进行其他精度要求低的加工。
第2章 后托架的工艺规程设计
2.1 确定毛坯的制造形式
零件的材料为HT200,由于零件形状规范,可以直接通过砂型铸造而成。中批量生产。
毛坯图见附件“后托架毛坯图”。
2.2 基面的选择
基面的选择是工艺规程设计中的重要工作之一。基面选择的正确与合理,可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
粗加工时,加工精度与表面粗糙度要求不高,毛坯余量较大,因此,选择粗加工切削用量时,要尽量保证较高的单位时间金属切除量(金属切除率)和必要的刀具耐用三要素(切削速度V、进给量F和切削深度αp)中,提高任何一项,都能提高金属切削率。但是对刀具耐用度影响最大的是切削速度,其次是进给量,切削深度影响最小。所以,粗加工切削用量的选择原则是:首先考虑选择一个尽可能大的切削深度αp,其次选择一个较大的进给量F,最后确定一个合适的切削速度V。
精加工时加工精度和表面质量要求比较高,加工余量要求小而均匀。因此,选取精加工切削用量时应着重考虑,如何保证加工质量,并在此前提下尽量提高生产率。所以,在精加工时,应选用较小的切削深度αp和进给量F,并在保证合理刀具耐用度的前提下,选取尽可能高的切削速度V,以保证加工质量和表面质量。
2.3 制定工艺路线
2.3.1 工艺路线方案
订工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。在生产纲领已确定为中批量生产的条件下,可以考虑尽量采用专用夹具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
初步制定工艺路线如下:
工序Ⅰ 铸造
工序Ⅱ 时效处理
工序Ⅲ 粗铣底面
工序Ⅳ 钻、扩、铰 40mm、 30.2mm、 25.5mm孔
工序Ⅴ 检验
工序Ⅵ 精铣底面
工序Ⅶ 锪平R22mm平面
工序Ⅷ 钻 20mm、 13mm孔
工序Ⅸ 钻 10mm锥孔
工序Ⅹ 钻、铰2- 20mm、2- 13mm孔
工序Ⅺ 钻、铰 13mm孔、2- 10mm锥孔
工序Ⅻ 钻 6mm孔
工序ⅩⅢ 钻M6mm底孔并倒角
工序ⅩⅣ 攻螺纹M6mm
工序ⅩⅤ 最终检验
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定
后托架零件材料为HT200。硬度HB190~210,中批量生产,采用铸造毛坯。
根据上述原始资料及加工工艺,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:(下面所用计算尺寸、公式及表见参考文献“机械制造工艺设计实用手册”)
1.铣底面
(1)粗铣底面余量
考虑粗糙度和缺陷层深度确定粗铣底面余量为2.5mm
(2)精铣底面余量
精铣底面余量为0.8mm
2.孔
孔的余量在计算基本工时时查手册确定
2.5 确定切削用量及基本工时
工序Ⅲ 粗铣底面
1.加工条件:
工件材料:HT200, =200MPa、铸造
加工要求:粗铣底面
刀具:端面铣刀
机床:X5032A立式铣床
2. 计算切削用量及加工工时
由参考文献[1]表15-53
f=0.2-0.4mm/z 取f=0.3 mm/z
由参考文献[1]表15-55
v=0.25-0.35m/s 取v=0.3m/s
n = = =1.19r/s=71.7r/min
按机床参数和文献[3]表2-12选取n =71 r/min=1.18r/s
实际切削速度v= = =0.297m/s
切削深度a =2.5mm(按加工余量分配)
切削工时:
L=120mm L为加工长度
l1=80mm(刀具直径)
由文献[2]表20取铣削入切量和超切量y+△=18mm
t = = =77s=1.3min
工序Ⅳ 钻、扩、铰 40mm、 30.2mm、 25.5mm孔
1.加工条件:
工件材料:HT200, =200MPa、铸造
加工要求:钻、扩、铰 40mm、 30.2mm、 25.5mm孔
刀具:钻头、扩孔钻、铰刀
机床:Z3040X16摇臂钻床
2.计算切削用量及加工工时
(1)钻 38mm
由参考文献[1]表15-33
取f=1.1 mm/r
L=60mm<3dw取K=1
由参考文献[1]表15-37
取v=0.35m/s
n = = =2.93r/s=175.8r/min
按机床参数和文献[3]表2-12选取n =180 r/min=3r/s
实际切削速度v= = =0.358m/s
切削深度a =19mm
切削工时:
L=60mm L为加工长度
由文献[2]表22取钻削入切量和超切量y+△=14mm
t = = =23s=0.37min
(2)扩孔至 39.75mm
由参考文献[1]表15-41
取f=1.0mm/z v=0.43m/s n =3.4 r/s
切削工时:
L=60mm L为加工长度
由文献[2]表22取钻削入切量和超切量y+△=15mm
|