|
文档包括:
WORD版本说明书1份,共36页,约11000字
CAD版本图纸,共14张
目录
摘要 2
绪论 3
第一章 零件加工工艺设计 4
1.CA6140后托架加工工艺 4
1.1工艺分析 4
1.2 确定定位基准 4
1.3工艺路线的拟订 5
1.4偏差,加工余量,工序尺寸及毛坯尺寸的确定 6
1.5 确定切削用量及基本工时(机动时间) 6
1.6 时间定额计算及生产安排 8
第二章 专用夹具设计 25
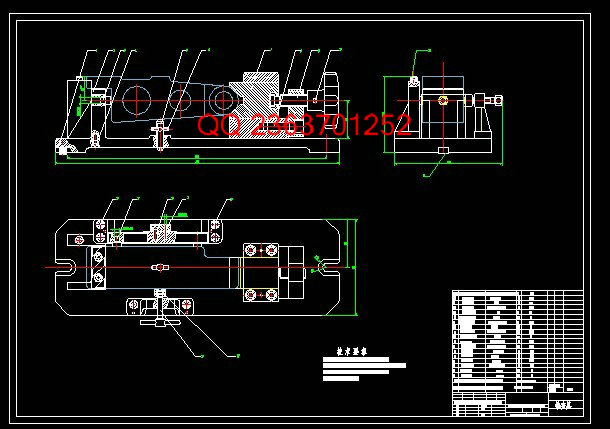
2.1铣底面夹具设计………………………………………………. 25
2.1.1定位基准的选择 25
2.1.2切削力及夹紧分析计算 25
2.1.3误差分析与计算 26
2.1.4夹具设计及操作的简要说明 27
2.2钻顶面孔夹具设计 27
2.2.1定位基准的选择 27
2.2.2切削力及夹紧力的计算 27
2.2.3误差分析与计算 27
2.2.4夹具设计及操作的简要说明 28
结 论 30
参考文献 31
摘要
这次毕业设计我设计的课题是加工CA6140后托架工艺规程及工装设计。该零件结构简单,体积小。为了提高生产效率和降低劳动强度,专门设计钻顶面孔和铣底面的专用夹具。本设计说明书可分为三部分:
第一部分为机械加工CA6140后托架工艺规程的编制,简要的分析了零件作用及其工艺情况对毛坯的制造、加工基准进行选择并制定工艺路线,确定机械加工余量,工序尺寸及切削用量等。
第二部分为钻夹具设计和铣夹具设计。夹具设计是本次设计的主要内容之一。在设计中需对夹具的误差进行分析,还要对夹紧力进行计算,以保证满足加工要求。
第三部分为总结及本设计的相关的参考文献。
绪论
机械加工工艺规程是组织车间生产的主要技术文件:合理的机械加工工艺规程,能实现产品优质、高产和低消耗的生产。同时机械加工工艺规程也是生产准备和计划调度的主要依据:有了机械加工工艺规程,在产品投入生产之前就可以根据它进行一系列的准备工作,如原材料和毛坯的供应,机床的调整,专用工艺装备的设计与制造,生产作业计划的编排,劳动力的组织,以及生产成本的核算等。有了机械加工工艺规程,就可以制定所生产产品的进度和相应的调度计划,使生产均衡、顺利地进行。
机械加工工艺规程必须保证零件的加工质量,达到设计图纸规定的各项技术要求,同时还应该具有较高的生产率和经济性。因此,机械加工工艺规程设计是一项重要的工作,要求设计者必须具有丰富的生产实践经验和广博的机械制造工艺基础理论知识。
在制订工艺规程时,应根据零件的产量和现有的设备条件,综合考虑加工质量、生产率和经济性的要求,经过反复分析比较,确定最优或最适合的方案。题目为“CA6140后支架加工工艺及铣底面和钻顶面孔夹具”,属于大批量生产,因此,需要考虑使用专用夹具来提高生产率。参考类似零件的加工方案及查工艺手册,结合所给零件的技术要求及外型特点进行工艺路线的拟定及其铣床专用夹具和钻床专用夹具的设计。
第一章 零件加工工艺设计
1.1工艺分析
平面的加工 由参考文献[7]《机械加工工艺手册》表2.1-12可以确定,底面的加工方案为底平面:粗铣——精铣( ),粗糙度为 6.3~0.8。
孔的加工方案 由参考文献[7]《机械加工工艺手册》表2.1-11确定,⑴.因为孔的表面粗糙度为1.6,则选侧孔( , , )的加工顺序为:粗镗-半精镗-精镗。 ⑵.顶面孔采取的加工方法分别是:因为孔的表面粗糙度的要求都不高,是 ,所以我们采用一次钻孔的加工方法,2-Φ10的孔选择的加工方法是钻,因为 的孔和4-Φ13是一组阶梯孔,所以可以在已经扩4-Φ13的孔基础上锪到 ,不同的是 的孔是锥孔,起表面粗糙度的要求是 ,所以全加工的方法是钻-扩-锪。
1.2确定定位基准
粗基准的选择 从CA6140机床后托架零件图分析可知,选择侧面三孔作为CA6140机床后托架加工粗基准。 精基准的选择 要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证CA6140机床后托架在整个加工过程中基本上都能用统一的基准定位。从CA6140机床后托架零件图分析可知,它的底平面与侧面三孔平行而且占有的面积较大,适于作精基准使用。但用一个平面定位仅仅能限制工件的三个自由度,如果使用典型的一面两孔定位方法,则可以满足整个加工过程中基本上都采用统一的基准定位的要求。至于两侧面,因为是非加工表面,所以也可以用与顶平面的四孔的加工基准。
|