|
设计描述:
文档包括:
word版设计说明书一份,共52页,约22000字
开题报告一份
任务书一份
CAD版本图纸,共4张
工艺卡一套
毕业设计任务书
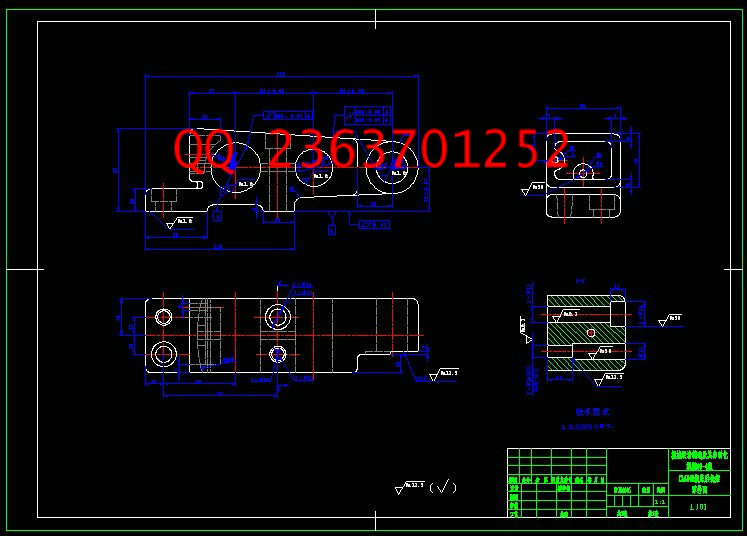
一、设计题目: CA6140机床后托架加工工艺编制及夹具设计
二、设计的主要内容:说明书:总计1.5万字以上,包括后托架加工工艺的制定及相关工序专用夹具的设计等。图纸:包括相关工序专用夹具的装配图以及主要零部件图等,其中1张图必须徒手画,图纸合计2~2.5张零号图纸。
三、设计目标:根据后托架的加工要求,编制一套后托架的工艺规程及设计相关工序的专用夹具,并通过该设计培养学生独立设计的能力。
摘 要
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
关键词: 工艺规程;刀具;夹具
Abstract
The machining process is a regulation products or parts machining process and operation method, is guiding the production of important technical documents. It directly related to the quality of the products, productivity and its processing products economic benefits, the size of the production, process of level and process problems to solve all the methods and means of the machining technology to manifest, so the stand or fall of the procedure for the quality of its products is the important guarantee of the important basis. Compiling process should ensure that its rationality, scientific and perfect sex. And machine tool is to ensure that the product of the fixture the quality at the same time improve the production efficiency, improve the labor intensity, reduce production cost and in the machine tool used to clamping work-piece, a device, and its function is to make the work relative to the machine or knife has a correct position, and in the machining process keep this position unchanged. Their research of mechanical industry has a very important significance in mass production, therefore, often use special jig.
Keywords: Procedure; Cutting tool ; Fixture
目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1 机械加工工艺规程 1
1.2 工艺规程制订的原则 1
1.3 制订工艺规程时的原始资料 2
1.4 制订工艺规程的步骤 2
1.5 工艺文件格式 3
1.5.1 机械加工工艺过程卡 3
1.5.2 机械加工工艺卡片 3
1.5.3 机械加工工序卡片 3
1.6 夹具设计的基本要求 4
第2章 CA6140机床后托架加工工艺编制 5
2.1 CA6140机床后托架的工艺性分析及毛坯的选择 5
2.1.1 CA6140机床后托架结构的工艺性 5
2.1.2 CA6140机床后托架的技术要求 5
2.1.3 CA6140机床后托架毛坯的选择 6
2.2 加工工艺过程的设计 6
2.2.1 工艺过程的组成 6
2.2.2 定位基准的选择 7
2.2.3 加工阶段的划分 8
2.2.4 各表面加工方案的确定 10
2.2.5 工序的集中与分散 11
2.2.6 加工工艺路线方案的比较 12
2.3 加工的工序设计 14
2.3.1 毛坯的结构工艺要求 14
2.3.2 加工余量及工序尺寸的确定 14
2.3.3 机床和工艺装备的选择 17
2.3.4 确定切削用量及基本工时 18
2.4 时间定额计算及生产安排 32
2.4.1 粗、精铣底面 32
2.4.2 镗侧面三杠孔 32
2.4.3 钻顶面四孔 33
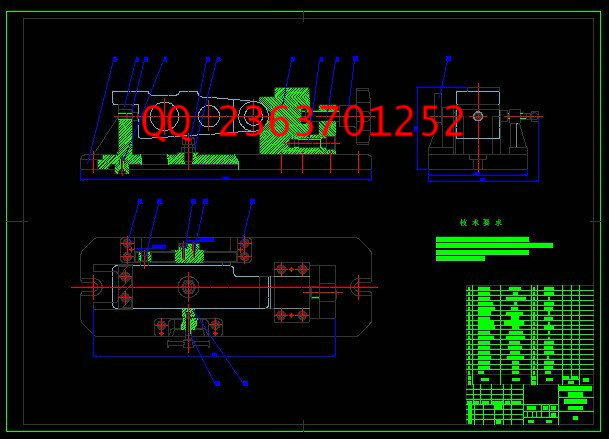
第3章 专用夹具设计 35
3.1 铣平面夹具设计 35
3.1.1 研究原始资料 35
3.1.2 定位基准的选择 35
3.1.3 切削力及夹紧分析计算 35
3.1.4 误差分析与计算 37
3.1.5 夹具设计及操作的简要说明 37
3.2 镗孔夹具设计 38
3.2.1 研究原始资料 38
3.2.2 定位基准的选择 38
3.2.3 切削力及夹紧力的计算 38
3.2.4 误差分析与计算 40
结 论 41
致 谢 42
参考文献 43
CONTENTS
Abstract II
Chapter 1 Introduction 1
1.1 Machining process planning 1
1.2 The principle of technicolgical regulations formulation 1
1.3 The original data when formulation technicolgical regulations 2
1.4 The steps of technicolgical regulations formulation 2
1.5 Process file format 3
1.5.1 Machining technology process card 3
1.5.2 Machining process card 3
1.5.3 Machining procedure card 3
1.6 Basic requests of tongs design 5
Chaper 2 CA6140 machining process planning of machine bracket 5
2.1 Process analysis and the choice of rough of CA6140 machine after the bracket 5
2.1.1 Structure of the process for CA6140 machine bracket 5
2.1.2 Technical requirements for CA6140 machine bracket 5
2.1.3 Choice of rough for CA6140 machine bracket 6
2.2 Machining process design 6
2.2.1 The composition of the process 6
2.2.2 The choice of locating datum 7
2.2.3 Division of processing stages 8
2.2.4 Definition of processing program 9
2.2.5 Centralization and decentralization for process 11
2.2.6 The camparation of processing line program 11
2.3 The process design of the processing 13
2.3.1 Process requirements of rough structure 13
2.3.2 Definition of allowances and the process sizes 14
2.3.3 The choice of machine tools and process equipment 17
2.3.4 Determining the cutting parameters and basic working hours 18
2.4 Time fixed terms and production arrangements 31
2.4.1 Underside of roughing and finishing 32
2.4.2 Three holes in the boring side 32
2.4.3 Four holes of drill the top surface 33
Chapter 3 three dedicated fixture design 35
3.1 Milling fixture design 35
3.1.1 The study of the original material 35
3.1.2 Options of positioning benchmark 35
3.1.3 The cutting force and analysis of clamping 35
3.1.4 Error analysis and calculation 37
3.1.5 Fixture design and a brief description of operation 37
3.2 Boring fixture design 38
3.2.1 The study of the original material 38
3.2.2 Options of positioning benchmark 38
3.2.3 The cutting force and analysis of clamping 38
3.2.4 Error analysis and calculation 40
Conclusions 41
Acknowledgements 42
References 43
第1章 绪论
1.1 机械加工工艺规程
机械加工工艺规程是规定零件机械加工工艺过程和操作方法的工艺文件。它是机械制造工厂最主要的技术文件。其具体作用如下。
工艺规程是指导生产的主要技术文件,是指挥现场生产的依据对于大批大量生产的活件,由于生产组织严密,分工细致,要求工艺规程比较详细,才能便于组织和指挥生产。对于单件小批生产的活件,工艺规程可以简单些。但无论生产规模大小,都必须有工艺规程,生产调度、技术准备都将以此为依据组织生产,否则生产将陷入混乱。同时,工艺规程也是处理生产问题的依据,如产品质量问题,可按工艺规程来明确各生产单位的责任。按照工艺规程进行生产,便于保证产品质量、获得较高的生产效率和经济效益。
工艺规程是生产组织和管理工作的基本依据,首先,有了工艺规程,在新产品投入生产之前,就可以进行有关生产前的技术准备工作。例如选择机床,设计专用的工、夹、量具等。其次,工厂的设计和调度部门根据工艺规程,制定生产计划,安排各零件的投料时间和数量,调整设备负荷,各工作地按工时定额有节奏地进行生产等,使整个企业的各科室、车间、工段和工作地紧密配合,保证均衡地完成生产计划。但是,工艺规程并不是固定不变的,它是生产工人和技术人员在生产过程中的实践的总结,它可以根据生产实际情况进行修改,使其不断改进和完善,但必须有严格的审批手续[1]。
1.2 工艺规程制订的原则
工艺规程制定的原则是优质、高产、低成本,即在保证产品质量的前提下,争取最好的经济效益。在制订工艺规程时应注意下列问题:
|