|
���������
�ĵ�����:
Word��˵����һ�ݣ�
CAD�汾ͼֽ����4��
����Ƭһ��
���̿�һ��
Ŀ ¼
���������
һ�� ����ķ���………………………………………(3)
���� ���չ�����……………………………………(3)
��һ����ȷ��ë����������ʽ……………………(3)
�������������ѡ��………………………………(3)
���������ƶ�����·��……………………………(3)
���ģ�����е�ӹ�����������ߴ缰ë����
�ŵ�ȷ��……………………………………………(4)
���壩��ȷ������������������ʱ………………(5)
���� �о����…………………………………………(11)
�ġ� �ο�����…………………………………………(13)
������������ѧ
��е���칤�ռ��о߿γ����������
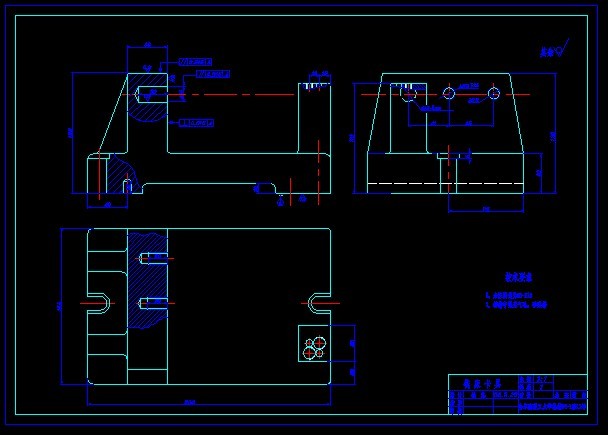
�����Ŀ���ƶ�����F����ļӹ����գ����
ϳ30×80���ϳ���о�
���Ҫ��1.����������
2.����ѡ��ͨ���豸��
������ݣ�1.��д��������飻
2.�ƶ�һ���е�����ļӹ����չ��̣���д��
�չ��̿�����һ�ţ�
3.���ָ����ʦָ���Ĺ���оߣ�����ȫ��
��ͼֽ��Ҫ���ü������ͼ��
4.��д���˵����һ�ݣ����ձ�ҵ���ĵĸ�ʽ
д��Ҫ���ӡ�ĸ塣
�� ������е03-1��
ѧ ������ ��
ָ����ʦ���� �� ��
2006��9��10��
һ�� ����ķ���
��һ������Ĺ��շ���
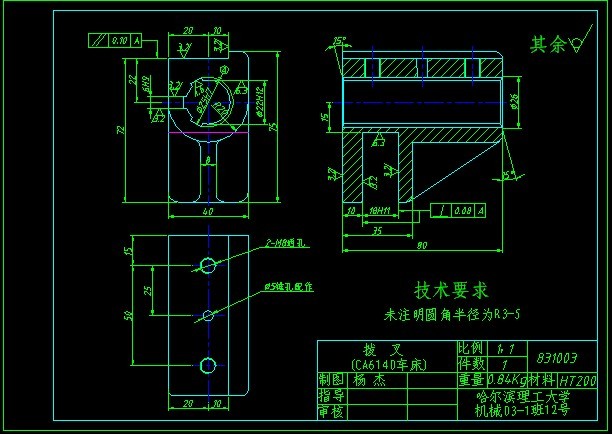
���������������ͼ�Ͽ��Կ�������һ��������ӹ����棬�������ӹ�����֮����һ����λ��Ҫ���ֽ������ӹ�����������£�
1����Ø25mm��Ϊ���ĵļӹ����档��һ��ӹ����������Ø25H7mm��l���ݻ��������ǣ��ߴ�Ϊ80�L�뻨���״�ֱ�������棬�ߴ�Ϊ18H11�뻨���״�ֱ��ͨ�ۡ�
2�� ��Ø25mm������ƽ�еı��档��һ��ӹ�����������뻨����������
�����22�L���ϱ��棬���ϱ��洹ֱ�Ķ���M8ͨ��һ��Ø 5�ס�
������ӹ�����֮������һ����λ��Ҫ����Ҫ�ǣ�
1�� �ϱ�����Ø25mm������������ƽ�ж�Ϊ0.10�L��
2�� 18H11ͨ������������Ø25mm�����������ߵĴ�ֱ��Ϊ0.08�L��
�����Ϸ�����֪�����������ӹ�������ԣ����ǿ����ȼӹ�����һ����棬Ȼ�������ר�üо߽�����һ�����ļӹ������ұ�֤����֮���λ�þ���Ҫ��
���� ���չ�����
��һ��ȷ��ë����������ʽ
�������ΪHT200�����ǵ�������ڳ����е���������֤����Ĺ����ɿ��ԣ����Ϊ������������������ijߴ粻����ˣ�ë���ɲ��ý���ģɰ�����졣
�����������ѡ��
����ѡ���ǹ��չ������е���Ҫ����֮һ������ѡ�����ȷ�����������ʹ�ӹ������õ���֤������Ч�ʵ�����ߡ����ӹ����չ����л�����ٳ����������ߣ������������������ϣ�ʹ�������������С�
�ֻ���ѡ�������±������ ������Ϊ�ֻ��������� �� �� �������ɶȣ��������� �� �� �������ɶȣ��ﵽ��ȫ��λ��
���ھ������ԣ����ݻ��غ�ԭ��ѡ����ƻ���Ϊ������
������ �ƶ�����·��
�ƶ�����·�ߵij����㣬Ӧ����ʹ����ļ�����״���ߴ羫�ȼ�λ�þ��ȵȼ���Ҫ��õ������ı�֤������������Ϊ���������������£����Կ��Dz��������Ի�������ר�üо����������Ч�ʡ��������⣬��Ӧ�����Ǿ���Ч�ʣ��Ա�ʹ�����ɱ������½���
1.����·�߷���һ
����� ϳ���档
����� �ꡢ��������Ø22mm��
����� �ڻ������ǡ�
����� �������ס�
����� ϳ�ϡ��±��档
����� ��2—M8�ף�Ø5mm�ס�
����� ϳͨ��18H11�L��
����� ������2—M8��
����� ȥë�̡�
����� ��顣
2.����·�߷�����
����� ϳ���档
����� �ꡢ��������Ø22mm��
����� �ڻ������ǡ�
����� ϳ�ϡ��±��档
����� ��2—M8�ף�Ø5mm�ס�
����� ϳͨ��18H11�L��
����� �������ס�
����� ������2—M8��
����� ȥë�̡�
����� ��顣
���շ����ıȽ������
�����������շ������ص����ڣ�����һ�����������ף����Ըû�����Ϊ���ӹ�����ƽ�棻���������ȼӹ������棬�ټӹ������ס�����ȽϿ��Կ���������һ���Ա���ӹ��ϱ���Ͳ۵���ƻ��ͼӹ������غϵ����⣬�����������ܣ�����ѡ�÷���һ��Ϊ����ļӹ�����
|