 |
|


|
设计名称 |
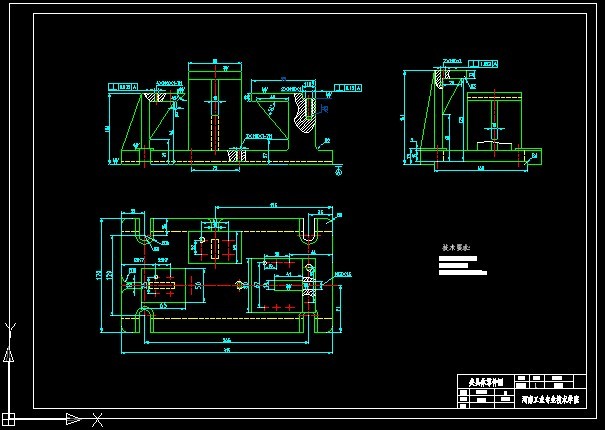
CA6140车床法兰盘[831004]工艺及及钻20孔夹具设计【A型】 |
 |
|
设计编号 |
K011 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
18000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
目 录
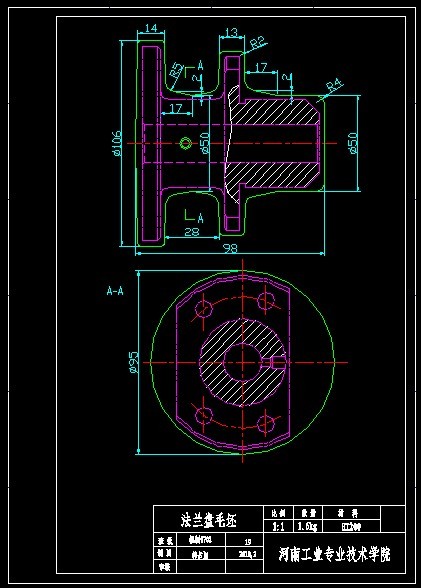
2、设计任务………………………………………………………………4 3、计算生产纲领、确定生产类型………………………………………4 4、零件的分析……………………………………………………………4 5、工艺规程设计…………………………………………………………4 5、1确定毛坯的制造形式 ………………………………………………4 5、2基面的选择 …………………………………………………………6 5、3制定工艺路线 ………………………………………………………6 5、4确定加工余量、工序尺寸及毛坯尺寸,设计、绘制毛坯图………10 5、5确定切削用量、基本工时(机动时间) ……………………………11 6、夹具设计………………………………………………………………36 6、1设计要求 ……………………………………………………………36 6、2夹具设计的有关计算 ………………………………………………37
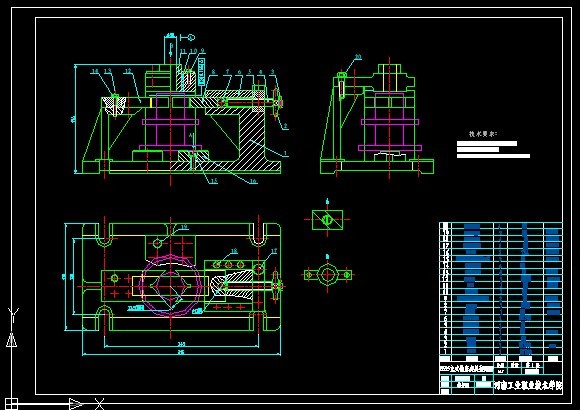
6、3夹具结构设计及操作简要说明 ……………………………………38
能够顺利的完成这次课程设计,首先得助于刘立新、吴长龙老师的悉心指导,还有就是我们同学的努力。在设计过程中,由于对零件加工所用到的设备的基本性能和加工范围缺乏全面的了解,缺乏实际的生产经验,导致在设计中碰到了许多的问题。但在我们的共同努力下,我们通过请教老师和咨询同学,翻阅资料、查工具书,解决设计过程中的一个又一个的问题。在这个过程中,使我对所学的知识有了进一步的了解,也了解了一些设计工具书的用途,同时,也锻炼了相互之间的协同工作能力。在此,十分感谢两位老师的细心指导,感谢同学们的互相帮助。在以后的学习生活中,我将继续刻苦努力,不段提高自己。 本说明书主要是CA6140卧式车床上的法兰盘的有关工艺规程的设计说明,由于本身能力水平有限,设计存在许多错误和不足之处,恳请老师给予指正。
关键词:机械 工艺路线 夹具 生产
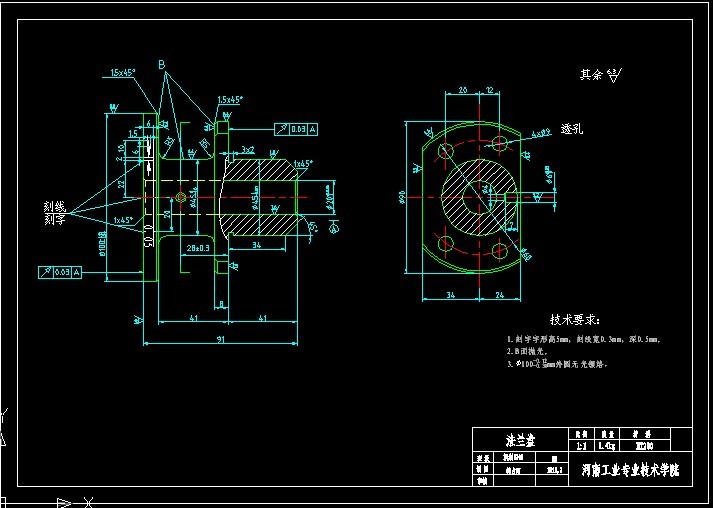
2、零件作用及设计任务 CA6140卧式车床上的法兰盘,为盘类零件,用于卧式车床上。车床的变速箱固定在主轴箱上,靠法兰盘定心。法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配,以保证主轴三个轴承孔同心,使齿轮正确啮合。主要作用是标明刻度,实现纵向进给。 分析法兰盘的技术要求,并绘制零件图。设计零件技术机械加工工艺规程,填写工艺文件。设计零件机械加工工艺装备。设计机床专用夹具总装图中某个主要零件的零件图。
设计题目给定的零件是CA6140车床法兰盘(0404)零件,零件年产量为50万是大批量,,设其备品率为4%,机械加工废品率为1%,则该零件的年生产纲领为:N=Qn(1+备品率 + 机械加工废品率)=50×1(1+4%+1%)=52.5万(件/年)。
|
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
