|
设计描述:
文档包括:
Word版设计说明书1份,共25页,约10000字
CAD版本图纸,共4张
过程卡一套
工序卡一套
一、设计题目
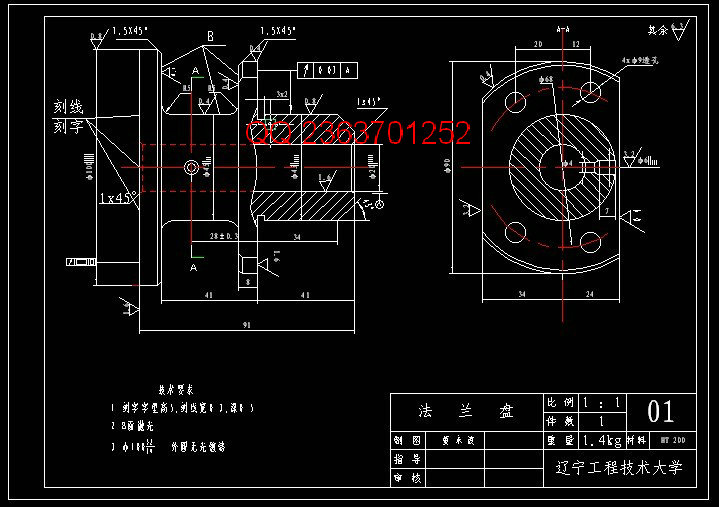
法兰盘零件的机械加工工艺规程及工艺装备设计(钻轴向孔4-Φ9)
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型:中批或大批大量生产
三、上交材料
(1) 被加工工件的零件图 1张
(2) 毛坯图 1张
(3) 机械加工工艺过程综合卡片(参附表1) 1张
(4) 与所设计夹具对应那道工序的工序卡片 1张
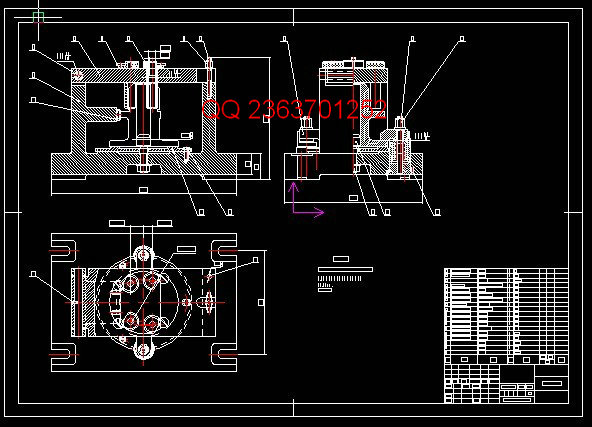
(4) 夹具装配图 1张
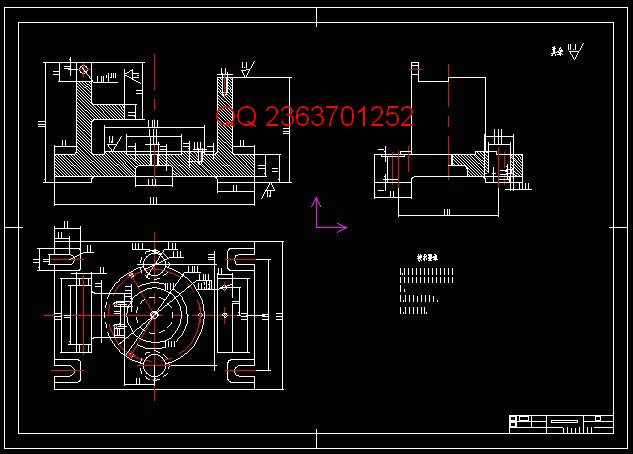
(5) 夹具体零件图 1张
(6) 课程设计说明书(5000~8000字) 1份
四、进度安排(参考)
(1) 熟悉零件,画零件图 2天
(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片 5天
(3) 工艺装备设计(画夹具装配图及夹具体图) 9天
(4) 编写说明书 3天
(5) 准备及答辩 2天
五、指导教师评语
成 绩:
指导教师
日 期
摘 要
本课程设计主要内容包括法兰盘(CA6140车床)的加工工艺过程设计和钻 孔的专用夹具设计,在课程设计过程中完成了零件图、毛坯图、夹具体装配图和夹具体零件图的绘制。
机械制造技术基础课程设计是在我们完成了全部基础课、技术基础课、大部分专业课之后进行的。这是我们对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练。
能够顺利的完成这次课程设计,首先得助于冷岳峰老师的悉心指导,同学们的耐心解答。在设计过程中,缺乏实际的生产经验,导致在设计中碰到了许多的问题。但在同学们的帮助下,通过请教老师,翻阅资料、查工具书,解决设计过程中的一个又一个的问题。在此,十分感谢冷岳峰老师的细心指导,感谢同学们的互相帮助。
Abstract
The main content of the curriculum design, including flange (CA6140 lathe) the process of design and processing of drilling for fixture design, in the process of designing courses to complete parts of the map, rough map, specific folders and folders assembly specific parts of the map drawn .
Machinery manufacturing and technological foundation of our curriculum is designed to complete all the basic courses, technical basic course, after the most specialized. This is what we have learned on the course of an in-depth review of the comprehensive, is also a theory with practical training.
The successful completion of the curriculum design, first of all help in the Leng Yuefeng careful guidance of teachers, students have the patience to answer. In the design process, the lack of practical experience in the production and resulted in the design of many of the problems encountered. But with the help of students and teachers through advice, read information, search tool, the design process to solve the problems one after another. Here, Leng Yuefeng very grateful to the careful guidance of teachers, for students of helping each other.
目录
1零件工艺性分析 1
1.1零件的用途 1
1.2零件的技术要求 1
1.3审查零件的工艺性 3
2零件毛坯的确定 3
2.1零件的生产类型 3
2.2毛坯的种类和制造方法 4
2.3零件各表面的加工方法 4
2.4各工序间加工余量 5
2.5 确定毛坯尺寸 8
3 机械加工工艺规程设计 8
3.1 拟定工艺路线 8
3.1.1 定位基准的选择 8
3.1.2 工序顺序的安排 9
3.2 4- 切削用量的计算 10
3.2.1 钻孔工步切削用量的计算 10
3.2.2 绞孔工步工步切削用量的计算 11
3.3 4- 基本工时的计算 11
3.3.1基本时间 的计算 11
3.3.2 辅助时间 的计算 12
3.3.3 其他时间的计算 12
3.3.4 单件时间 的计算 12
3.4 制订4- 工序卡片 13
4 4- 孔的专用机床夹具设计 13
4.1定位方案的设计 13
4.2定位误差分析与计算 14
4.2.1 定位元件尺寸公差的确定 14
4.3导向元件设计 15
4.3.1钻套高度和排屑间隙 15
4.4夹紧装置的设计 15
4.5夹具结构设计及操作简要说明 16
5 方案综合评价与结论 16
6体会与展望 17
参考文献 18
1零件工艺性分析
1.1零件的用途
CA6140卧式车床上的法兰盘,为盘类零件,用于卧式车床上。车床的变速箱固定在主轴箱上,靠法兰盘定心。法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配,以保证主轴三个轴承孔同心,使齿轮正确啮合。主要作用是标明刻度,实现纵向进给。
1.2零件的技术要求
法兰盘属于盘类零件,材料为HT200,毛坯制造完成后需进行时效处理,硬度要求为HBS187。
法兰盘共有三组加工表面,他们之间有一定的位置要求。现分述如下:
以 45外圆为中心的加工表面,这一组加工表面包括: 45 外圆,右端面及倒角; 45外圆,过渡圆角; 内孔及其左右端倒角。
以 和 外圆为中心的加工表面,这一组加工表面包括: 端面, 外圆, 左右端面,倒角;切槽3×2; 外圆,左端面; 外圆右端面,过渡圆角。
以 孔为中心的加工表面,这一组加工表面包括: 外圆的
|