|
设计描述:
文档包括:
word版设计说明书一份,页,约10000字
CAD版本图纸,共5张
工艺卡一套
目 录
序言
第一章 零件的分析 …………………………………………………………………………1
1.1零件生产纲领与生产类型的确定 ………………………………………………………1
1.2零件的作用及主要技术要求 ……………………………………………………………1
1.3零件图样的工艺审查与分析……………………………………………………………1
1.3.1审查图样的完整性和正确性……………………………………………………1
1.3.2审查零件技术要求的合理性……………………………………………………1
1.3.3审查零件的结构工艺性…………………………………………………………2
第二章 零件毛坯的选择……………………………………………………………………3
2.1 零件毛坯的制造形式的确定……………………………………………………………3
第三章 工艺规程设计 ………………………………………………………………………4
3.1 基面的选择………………………………………………………………………………4
3.1.1粗基准的选择………………………………………………………………………4
3.1.2精基准的选择………………………………………………………………………4
3.2 零件表面加工方法的选择 ………………………………………………………………4
3.3 制定工艺路线……………………………………………………………………………5
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定…………………………………………8
3.5 确定各工序所采用的设备和工艺装备原则 ……………………………………………9
3.6确定切削用量 …………………………………………………………………………10
第四章 夹具的设计 …………………………………………………………………………23
4.1 问题的提出…………………………………………………………………………23
4.2 夹具设计………………………………………………………………………………23
4.2.1定位基准的选择…………………………………………………………23
4.2.2 切削力及夹紧力计算 ………………………………………………………23
4.2.3 定位误差分析……………………………………………………………………25
4.2.4 夹具设计及操作说明……………………………………………………………26
第五章 课程设计总结 ……………………………………………………………………27
参考资料 …………………………………………………………………………………28
第一章 零件的分析
1.1零件生产纲领与生产类型的确定
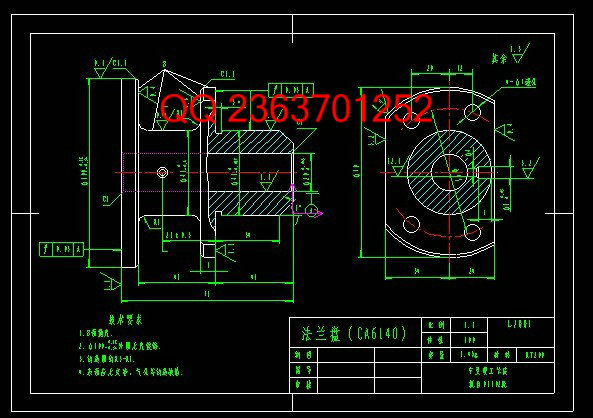
附图(1)所示为车床CA6140上的一个法兰盘零件。已知该车床年产量为500台/年,其备品率为8%,机械加工废品率为2%,现计算该零件的年生产纲领:
=500×1×(1+8%)×(1+2%)
=550.8件/年
法兰盘零件的年产量为551件,根据该零件的重量(1.4kg),查[4] 表1.1,知其属于轻型零件,由生产纲领与生产类型的关系,可确定零件的生产类型为中批生产。根据此制定该零件的机械加工工艺过程。
1.2 零件的作用及主要技术要求
题目所给的零件是法兰盘(见附图1)。其为盘类零件,用于车床CA6140上,其主要是用来安装在机床上,起到导向的作用,使机床实现进给运动。
通过分析零件图知(1)对的外圆、 的外圆、的外圆、 的内孔、 的孔加工有较高尺寸精度要求;(2)的左端面、 的右端面与 的内孔的轴线均有位置精度要求(同轴度);(3)此零件多数加工表面有较高的表面粗糙度要求;(4)B面(见零件图)需要抛光处理;(5)的外圆无光镀铬。
1.3 零件图样的工艺审查与分析
1.3.1审查图样的完整性和正确性
通过对零件图认真细致的审查,图样中零件结构已表达清晰完整,尺寸、公差、和技术要求已标注齐全,没有遗漏。
1.3.2审查技术要求的合理性
此零件多数加工表面有较高的精度要求和表面粗糙度要求,在现有的生产条件下,采用合理的加工方法均能达到要求。但对于φ4小孔的加工要求粗糙度为6.3,查[7] 表1.4-7 需要钻、铰(孔太小不宜扩)才能达到要求,孔小加工困难,且小直径铰刀价格较高。综合考虑,将φ4孔的表面粗糙度更改为12.5,只需一次钻出即可。其它各表面具体加工方法见3.2节。
1.3.3审查零件的结构工艺性
通过对零件的结构工艺性分析,零件结构合理,需要加工表面便于加工测量。
第二章 零件毛坯的选择
2.1零件毛坯的制造形式的确定
(1)法兰盘(CA6140)零件材料为HT200。参照[8]第十章相关内容(对于一些不宜锻压或不宜焊接的合金件(如铸铁件),铸造是较好的成型方法),知铸铁件不宜锻压和焊接,又根据[8]p112铸铁的性能特点:铸铁的铸造性能良好,适宜铸造。同时考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯。参照[7]p8表1.3-1,根据零件的生产类型(中批)及结构复杂程度(一般),选用金属型铸造方式。毛坯图见附图(2)。具体毛坯尺寸的确定见3.4节。
(2)参照[8]p115毛坯在加工前应进行人工时效热处理,降低硬度,消除内应力。
第三章 工艺规程设计
3.1 基面的选择
基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会出现问题,更有甚者,还会造成零件大批报废,使生产无法正常进行。
3.1.1粗基准的选择
按照有关粗基准的选取原则(①重要表面余量均匀原则②工件表面相互位置要求原则③余量足够原则④定位可靠原则⑤不重复使用原则),对于该法兰盘零件各表面均需加工, mm的外圆面尺寸精度要求高且为重要装配表面,根据选取原则①、③选择 mm的外轮廓表面作为粗基准。
3.1.2精基准的选择
按照精基准选取原则(①基准重合原则②统一基准原则③自为基准原则④互为基准反复加工原则⑤定位可靠性原则), 当选择工序基准与定位基准重合时,基准不重合误差为零,定位误差减小,同时考虑零件各表面的加工要求位置要求,选择 mm的内孔的回转轴线作为精基准。
|