|
设计简介 |
计描述:
文档包括:
Word版设计说明书1份,共16页,约5000字
CAD版本图纸,共4张
工艺卡片一套
一、 设计题目
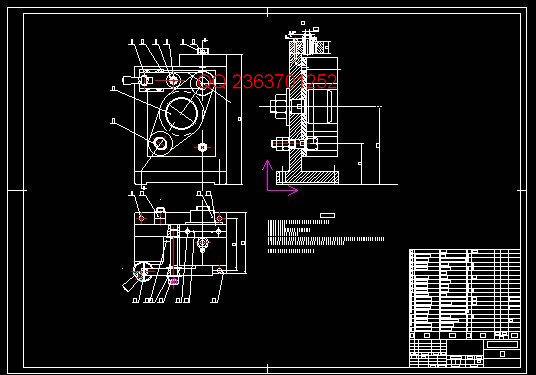
设计“拨叉”零件加工工艺规程及钻削φ8mm孔工序专用夹具
二、设计要求
1.绘制零件图 1张
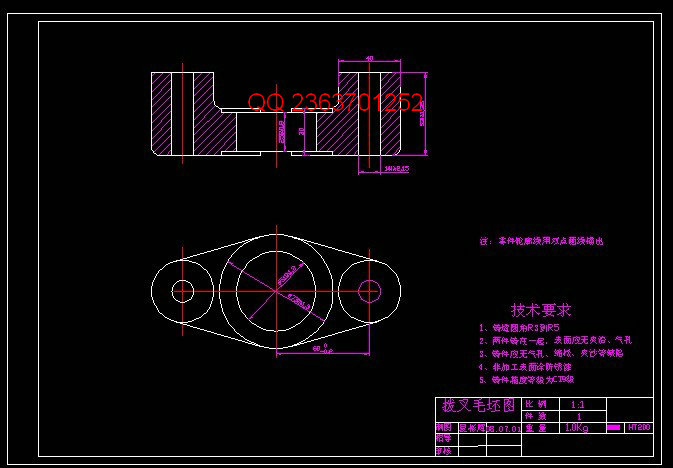
2.毛坯图 1张
3.编制机械加工工艺过程综合卡片 1张
4.编制零件的机械加工工艺卡片 1张
5绘制夹具装配图(A0或A1) 1张
6.绘制夹具零件图 1张
7.编写课程设计说明书(约5000-8000字) 1份
三、上交材料
1.绘制零件图
2.毛坯图
3.编制机械加工工艺过程综合卡片
4.编制零件的机械加工工艺卡片
5绘制夹具装配图(A0或A1)
6.绘制夹具零件图
7.编写课程设计说明书
四、进度安排
本课程设计要求在3周内完成。
1. 第l~2天查资料,熟悉题目阶段。
2. 第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的工艺过程综合卡片和机械加工工艺卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具总装图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩。
摘 要
制造商不断推出各种各样先进的汽车零部件制造技术,拨叉裂解技术就是20世纪90年代出现的一种先进的拨叉加工新技术,和传统加工技术相比,该技术具有大幅度提高产品质量、提高生产率、降低生产成本等突出优点而备受业界关注。目前该技术在国外一些大汽车公司如美国三大汽车公司,德随着汽车工业的飞速发展,国际汽车制造业市场的竞争更加激烈,为提高产品的竞争力,宝马、大众等汽车公司广为应用。该技术从根本上改变了拨叉的传统加工方法,是对传统拨叉加工技术的重大变革。
我们国家正在不断地改变拨叉的传统加工方法,加快提高拨叉的加工水平,不断缩小同先进汽车生产国家的差距,例如一汽,二汽,上汽,奇瑞等生产厂与世界先进拨叉生产水平的差距越来越小,不断加强了我国汽车整体的生产水平。
机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
Abstract
The manufactory continuously releases the forerunner's car of various each kind zero parts manufacturing technique, stir the fork crack solution technique is the stir of a kind of forerunner fork which appears in 90's for 20 centuries to process a new technique, compared with the traditional processing technology, that technique have significant exaltation product quality, raise rate of production and lower production cost etc. outstanding advantage but fully is pay attention to by industry.Currently that technique some big car companies are like three greatest cars in the United States company abroad, virtuous along with car industry of fly to soon develop, international car manufacturing industry the competition of the market is getting more vigorous, in order to raise the competition ability of product, treasure horse, the public etc. car company widely is application.That technique by the root changed to stir the tradition of fork to process a method, was the important change which stirs fork processing technology to the tradition.
We are just national at constantly the change stir fork of tradition process a method, speed an exaltation to stir process of fork level, continuously contract a together advanced car to produce a national margin, for example one vapor, two vapors, up the vapor, strange Rui etc. produce factory and world forerunner stir fork production the margin of the level more and more small, continuously strengthenned our country the car whole production level.
The machine manufacturing craft learns a course design to make us to carry on after finishing learn all foundation lessons, lesson and greatly part of professional lessons of the technique foundation of university.This is that we are before carry on graduation design to once go deep into of each course learn of synthetic always review, is also an ories to contact actual training, therefore, it occupies an important position in we the university of four years the life.
I am personal but speech, I hope to pass this course design to oneself will carry on the work for be engaged in an adaptability training in the future, toughen oneself to analyze a problem, problem-solving ability from it, lay the next and good foundation for the "four turn" construction that aftertime attends a motherland.
1.拨叉的工艺分析及生产类型的确定
1.1拨叉的用途:
题目所给的零件是CA6140车床的拨叉。它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的Φ20孔与操纵机构相连,下方的Φ50半孔则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。
该拨叉在改换档位时要承受弯曲应力和冲击载荷的作用,因此该零件应具有足够的强度、钢度和韧性,以适应拨叉的工作条件。该零件的主要工作表面为拨叉脚两端面、叉轴孔N=4000件/年,拨叉重量为1.0kg,拨叉属轻型零件。该零件的主要工作表面为拨叉脚两端面、叉轴孔φ20+0.020和锁销孔φ8mm,在设计工艺规程时应重点予以保证
|