|
设计简介 |
设计描述:
文档包括:
Word版设计说明书1份,共15页,约5000字
CAD版本图纸,共4张
工序卡一套
过程卡一套
摘要
本次课程设计的主要内容是1计算生产纲领,定生产类型2零件的分析3初步确定毛坯的形状4工艺规程的设计5制定工艺路线6确定机械加工余量,工序尺寸及毛坯图尺寸,设计绘制毛坯图7确定切屑用量及基本时间8夹具的设计9设计心得。
通过本次课程设计,使我得到下述几方面的锻炼:
1能应用机械制造工艺与装备及有关课程的知识,结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备设计一个从中等到复杂程度的零件工艺规程的能力。
2能根据被加工零件的技术要求,应用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具机构设计,提高夹具设计能力。
3能熟练的应用有关手册,规范,图表等技术资料。
4进一步巩固识图,制图,运算和编写技术文件的基本技能。
Abstract
The main elements of curriculum design are 1 Calculate the production program, scheduled for production type2 Components analysis3 Preliminary identification of the shape of the blank4 The design process planning5 Development of process route6 Determine the mechanical machining allowance, process size and rough map size, design drawing rough plans7 Determine the dosage and the basic time chip8 Fixture Design9 Design experience.
Through this curriculum design, so I get the following areas of training:
1Machery manufacturing process can be applied with the equipment and knowledge of the course, combined with the production of practical knowledge learned in practice, independently analyze and solve technology problems, the preliminary design of a moderate to have the complexity of the parts process planning capabilities.
2According to be processed parts of the technical requirements, application fixture design of the basic principles and methods and learn to develop fixture design, complete the fixture body designed to improve fixture design capabilities.
3 Proficiency in the application of the relevant manuals, specifications, diagrams and other technical information.
4 Further consolidation of knowledge maps, graphics, computing, and basic skills to prepare technical documents.
目录
一 计算生产纲领,定生产类型…………………………………………
二 零件的分析
1零件的作用…………………………………………………………
2零件的工艺分析……………………………………………………
三 初步确定毛坯的形状………………………………………………..
四 工艺规程设计……………………………………………………….
1定位基准的选择………………………………………………….
2零件表面加工方法的选择……………………………………….
五 制定工艺路线……………………………………………………….
六 确定机械加工余量工序尺寸及毛坯尺寸,设计绘制毛坯图…….
七 确定切屑用量及基本时间………………………………………….
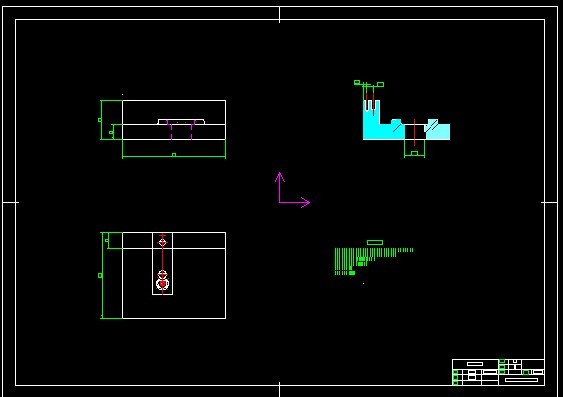
八夹具设计………………………………………………………………
九设计心得………………………………………………………………
十参考文献……………………………………………………………
一 生产纲领的确定,确定生产类型
设计题目给定的零件滤油器体的生产纲领,可得出为中批,大批量生产。
二 零件的分析
1零件的作用
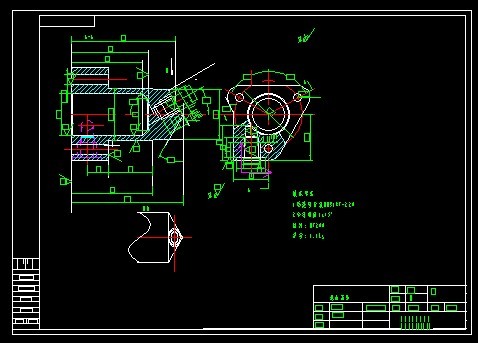
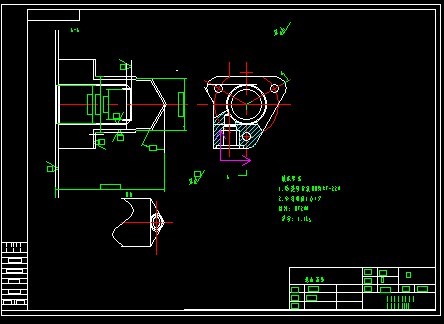
滤油器的主要作用是给主轴箱内供油及对油液起缓冲的作用,零件的两端有两孔用于油液的进出,零件的中间有一个Φ48h6的外圆柱面,用于于主箱为基轴形式的联接。
2零件的技术要求分析
车床滤油器体共有两组加工面,他们之间有一定的位置要求和精度要求。
(1) 零件的左侧面
(2) 螺栓孔3-Φ9,用于联接车床主轴箱起固定作用,
(3) 中心孔Φ38用于过滤机缓冲油液。
(4) 进出油孔2-Φ11用于联接进出装备。
(5) 外圆柱面Φ48h6,用于与车床主轴箱联接,各表面的相互精度有:
a外圆柱要Φ48h6为基轴制联接,尺寸精度为IT6
b其他表面无特殊精度要求,除保证其他表面粗糙度外,尺寸精度为IT14。
三 初步确定毛坯的形状
根据零件图可知,零件材料为HT200的铸件且零件质量为1.1kg,及又属于中批大批量生产,且零件形状为非固体柱体,因此选用铸造毛坯,这样,毛坯形状与成品相似,加工方便,省工省料。
四 工艺规程设计
1定位基准的选择
(1) 因为零件具有多个加工表面,没有不加工表面,故选择粗基准时,主要考虑如何合理分配加工表面的加工余量,所以一些重要表面为粗基准。车床滤油器体以外圆作为加工其他表面的粗基准,全部加工表面有几次安装,先加工外面,再以外圆定位。
(2) 精基准的选择,主要考虑基准重合的问题,当设计基准与工序基准不重合时,应该进行尺寸的换算。
2零件表面加工方法的选择
|