|
设计简介 |
部分图纸预览
设计描述:
文档包括:
Word版设计说明书1份,共19页,约4400字
CAD版本图纸,共4张
工序卡一套
过程卡一套
一、设计题目
端盖机械加工工艺规程设计及铣削交叉槽工序专用夹具设计
二、原始资料
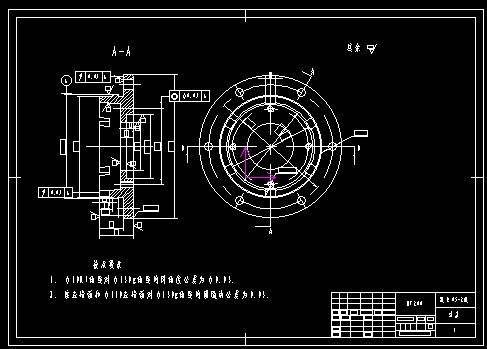
(1) 被加工零件的零件图(草图) 1张
(2) 生产类型: 5000件/年
三、上交材料
(1) 被加工工件的零件图 1张
(2) 毛坯图 1张
(3) 机械加工工艺过程综合卡片 1张
(4) 与所设计夹具对应那道工序的工序卡片 1张
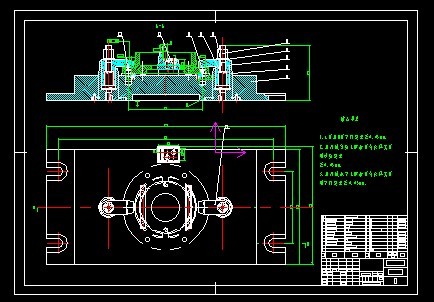
(4) 夹具装配图 1张
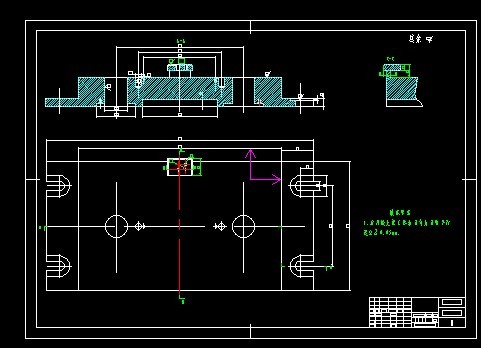
(5) 夹具体零件图 1张
(6) 课程设计说明书(5000字左右) 1份
四、进度安排(参考)
(1) 熟悉零件,画零件图 2天
(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片 5天
(3) 工艺装备设计(画夹具装配图及夹具体图) 9天
(4) 编写说明书 3天
(5) 准备及答辩 2天
五、指导教师评语
成 绩:
指导教师
日 期
摘 要
本次课程设计的主要内容是夹具设计,目的在于通过该课程设计,将所学理论与生产实践相结合,得到解决问题和分析问题能力的初步培养,另外为以后搞好毕业设计、走上工作岗位进行一次综合训练。通过该课程设计,学生应在下述方面得到锻炼:
1. 使学生具有制定工艺规程的初步能力。能综合运用
械制造技术基础和其他课程的基本理论和方法,正确的制定一个零件的机械加工工艺规程。
2. 具有设计专用夹具的初步能力,提高结构设计能力。
3. 结合工艺设计内容,能够熟练的应用工艺计算方法
正确的进行公义计算。
4. 进一步提高查阅资料,熟练地使用设计手册、参考资
料等方面的能力。
5. 通过设计的全过程,使学生学会进行工艺设计的程序
和方法,培养独立思考和独立工作的能力。
Abstract
The curriculum design are the main contents of fixture design, aimed at the adoption of the curriculum design, will learn theory and practice of combining production, resolved the issue of capacity issues and the initial training, and to do a good job after graduating from design and embarked on work Posts to conduct a comprehensive training. Through the design of the course, students should receive training in the following areas:
1. So that students have developed a point of order of the initial capacity. Can make comprehensive use of
Firearms manufacturing technology and other courses based on the basic theories and methods, the right to develop a parts order processing machinery.
2. Fixture with the preliminary design for capacity and improve structural design capacity.
3. Combination of design, the application process can be skilled calculation method
The right to justice calculation.
4. Further improve access to information, skilled use of Design Manual, the reference to funding
Materials such as the ability.
5. Through the entire process of design, process design students to learn the procedures
And methods, and foster independent thinking and the ability to work independently.
目 录
1端盖的工艺性分析 1
1.1端盖的用途 1
1.2端盖的技术要求 1
1.3审查端盖的工艺性 1
2确定端盖的生产类型 2
3确定毛坯、绘制毛坯件图 2
3.1选择毛坯 2
3.2确定毛坯的尺寸公差和机械加工余量 2
3.2.1公差等级及尺寸公差 2
3.2.2要求的机械加工余量 2
3.3绘制端盖毛坯简图 3
4拟定端盖工艺路线 4
4.1定为基准的选择 4
4.1.1精基准的选择 4
4.1.2粗基准的选择 4
4.2表面加工方法的确定 4
4.3加工阶段的划分 5
4.4工序的集中与分散 6
4.5工序顺序的安排 6
4.6确定工艺路线 6
5加工余量、工序尺寸和公差的确定 7
5.1工序1、工序4和工序7----加工端盖两端面之设计尺寸的加工余量、工序尺寸和公差的确定。 7
5.2工序12的设计尺寸的加工余量、工序尺寸和公差的确定 9
6切削用量的计算 9
6.1工序1-----粗车端盖左端面 9
6.2工序4-----粗车端盖右端面 10
6.3工序7-----精车端盖左端面 10
6.4工序12---粗铣左端槽 10
7.专用铣床铣槽工序专用夹具设计 10
7.1定位方案 10
7.2夹紧机构 11
7.3对刀装置 11
7.4夹具与机床连接元件 11
7.5夹具体 11
参考文献 12
1端盖的工艺性分析
1.1端盖的用途
1、轴承外圈的轴向定位。
2、防尘和密封,除它本身可以防尘和密封外,它常和密封件配合以达到密封的作用。
|