|
设计简介 |
设计描述:
文档包括:
Word版设计说明书1份,共26页,约8000字
CAD版本图纸,共4张
工序卡一套
过程卡一套
一、设计题目
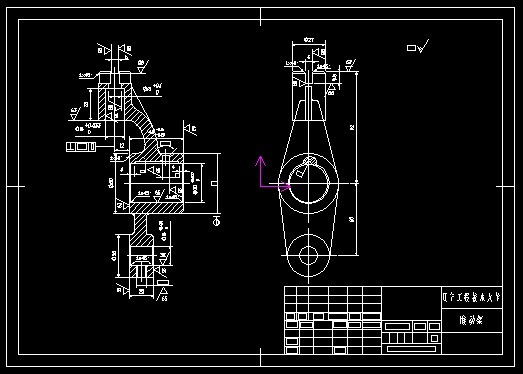
设计推动架零件加工工艺规程及加工φ32孔专用夹具
二、原始资料
(1) 被加工零件的零件图(草图) 1张
(2) 生产类型:中批或大批大量生产
三、上交材料
(1) 被加工工件的零件图 1张
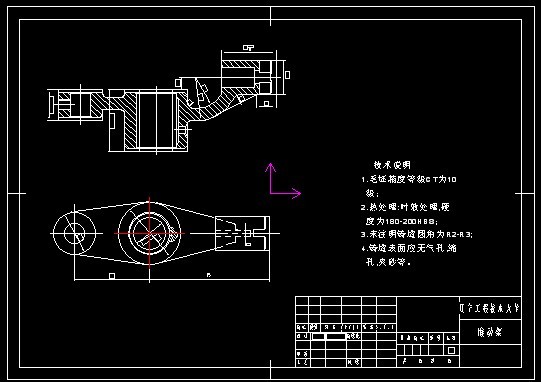
(2) 毛坯图 1张
(3) 机械加工工艺过程综合卡片 1张
(4) 与所设计夹具对应那道工序的工序卡片 1张
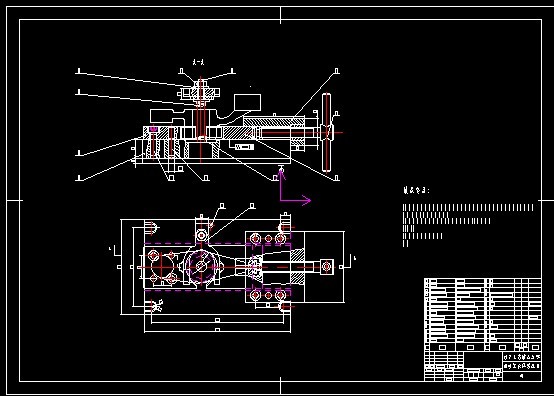
(4) 夹具装配图 1张
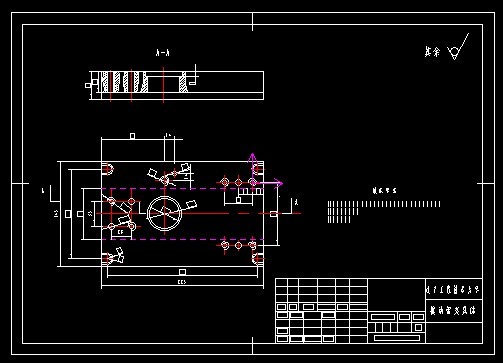
(5) 夹具体零件图 1张
(6) 课程设计说明书(5000字左右) 1份
四、进度安排(参考)
(1) 熟悉零件,画零件图 2天
(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片 5天
(3) 工艺装备设计(画夹具装配图及夹具体图) 9天
(4) 编写说明书 3天
(5) 准备及答辩 2天
五、指导教师评语
成 绩:
指导教师
日 期
摘 要
本文是有关推动架工艺步骤的说明和机床夹具设计方法的具体阐述。工艺设计是在学习机械制造技术工艺学及机床夹具设计后,在生产实习的基础上,综合运用所学相关知识对零件进行加工工艺规程的设计和机床夹具的设计,根据零件加工要求制定出可行的工艺路线和合理的夹具方案,以确保零件的加工质量。
据资料所示,推动架是牛头刨床进给机构中的小零件,其主要作用是把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕其轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。在设计推动架机械加工工艺过程时要通过查表法准确的确定各表面的总余量及余量公差,合理选择机床加工设备以及相应的加工刀具,进给量,切削速度、功率,扭矩等用来提高加工精度,保证其加工质量。
关键词:机械加工、工艺规程、专用夹具、推动架
Abstract
This is the process steps relating to the promotion of two of the description and method of fixture design in detail. Process design is in the learning technology machinery manufacturing technology and machine tool fixture design internship in the production, based on the comprehensive use of the knowledge-related parts order processing fixture design and machine tool design, machining parts in accordance with the requirements to develop feasible Process fixture line and reasonable to ensure the quality of parts machining.
According to the information shown to promote the aircraft is to the body Shaper into small parts, its main role is coming from the motor rotation eccentric lever through the promotion of two oscillating around its axis line, at the same time struck ratchet, lead screw rotation to achieve an automatic feeding table. Promote the aircraft in the design of machining processes through the look-up table method to accurately determine the surface of the total margin and the margin of tolerance, a reasonable choice machining processing equipment and the corresponding tools, feed rate, cutting speed, power, torque such as to improve the machining accuracy, and ensure the quality of its processing.
Keywords: machining, process planning, fixture dedicated to promote the aircraft
目 录
1 推动架的工艺分析及生产类型的确定 1
1.1 推动架的作用 1
1.2推动架的技术要求 2
1.3推动架工艺分析 2
2 确定毛坯 、绘制毛坯简图 4
2.1选择毛坯 4
2.2确定毛坯的尺寸公差和机械加工余量 4
2.3绘制推动架毛胚的铸造简图 5
3.拟定推动架工艺路线 6
3.1定位基准的选择 6
3.1.1 精基准的选择 6
3.1.2 粗基准的选择 6
3.2各面、孔加工方法的确定 6
3.3加工阶段的划分 7
3.4工序的集中与分散 7
3.5工序顺序的安排 7
3.5.1机械加工工序 7
3.5.2热处理工序 9
3.5.3辅助工序 9
3.6确定加工路线 9
4 机床设备及工艺装备的选用 11
4.1机床设备的选用 11
4.2工艺装备的选用 11
5 加工余量、工序尺寸和公差的确定 12
6 切削用量、时间定额的计算 13
6.1切削用量的计算 13
6.1.1 钻孔工步 13
6.1.2扩孔工步 13
6.1.3粗铰工步 13
6.1.4精铰工步 14
6.2时间定额的计算 14
6.2.1基本时间 的计算 14
6.2.2辅助时间 的计算 15
6.2.3其他时间的计算 15
6.2.4单件时间 的计算 16
7 夹具设计 17
7.1问题的提出 17
7.2夹具设计 17
7.2.1 定位方案 17
7.2.2 夹紧机构 17
7.2.3 夹具与机床联接元件 17
7.2.4 定位误差分析 18
7.2.5切削力及夹紧力的计算 18
8设计体会 19
9参考文献 20
1 推动架的工艺分析及生产类型的确定
1.1 推动架的作用
该零件为B6050刨床推动架,是牛头刨床进给机构中的零件(如附图1),Φ32+0.0270孔安装在进给丝杠轴,靠近Φ32+0.0270孔左端处装一棘轮。在棘轮上方即为Φ160+0.033孔装棘轮。Φ160+0.033孔通过销与杠连接。把从电动机创来的旋转运动,通过偏心轮杠杆使零件绕Φ32+0.0270轴心线摆动。同时,棘轮拨动棘轮,使丝杠转动,实现工作台自动进给。
|