 |
|


|
设计名称 |
曲轴箱工艺及铣箱体分割面夹具设计 |
 |
|
设计编号 |
y164 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
22000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
文档包括:
CAD版本图纸,共4张
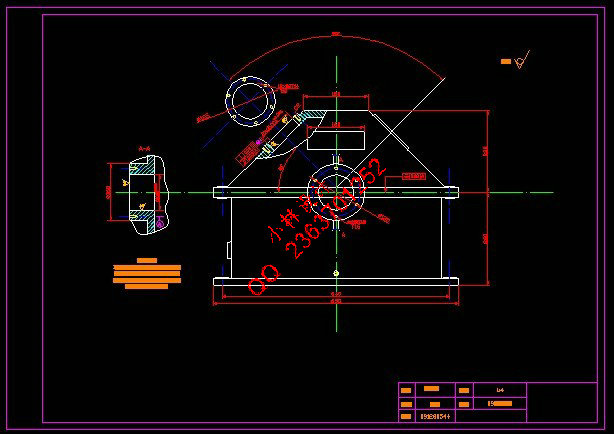
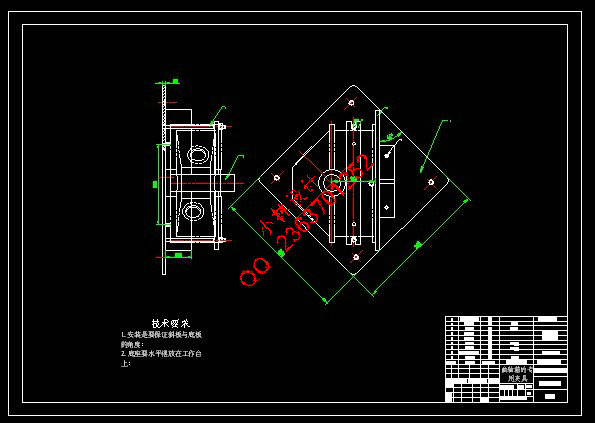
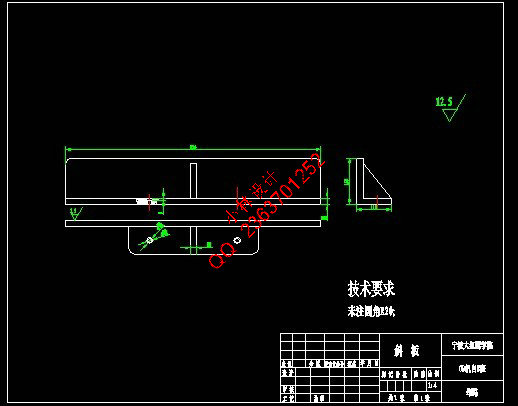
曲轴箱是一种典型的箱体零件,它的作用是容纳和支承其内的所有零部件,保证它们相互间的正确位置,使 彼此之间能协调地运转和工作。曲轴箱的分割面与轴承孔,箱盖左右两侧缸孔精度要求较高,因此在安排工 艺过程时,就需要把各主要表面及孔的粗精加工工序分开。在制定曲轴箱工艺过程中,还确定了切削参数, 工时定额,并填写了工序卡片。分别设计了一套钻联接孔的钻模与镗轴承孔的镗模,并进行了定位误差分析 。 关键词:工艺过程; 切削用量; 工时定额;曲轴箱箱体;专用夹具; 定位误差分析
Crankcase is a typical box part, its role is to hold and all the parts inside the bearing to ensure the correct position between them, so that better coordination to operate and work. Split the crankcase and the bearing bore surface, the to major rough surface and hole finishing operations separately. In the development process card. Were designed a drill hole jig join bearing hole boring and boring model, and location error analysis out. Key words: Process; cutting the amount of fixed working hours; special fixtures;
positioning error analysis 间的正确位置,使彼此之间能协调地运转和工作。因而,箱体类零件的精度对箱体内零部件的装配精度有决
定性影响。它的质量,将直接影响着整机的使用性能、工作精度和寿命。 体主要加工部分是分割面、轴承孔、缸孔、通孔和螺孔。其中轴承孔及箱盖上缸孔要在箱盖、箱体合箱后再
进行镗孔及铣削端面的加工。其结构有多种孔、面,而且要求都相对较高。 究,了解工件的工艺过程、本工序的加工要求、工件已加工面及待加工面的情况、基准面选择的情况、可以 选用的机床设备及切削用量等。在设计过程中,不仅可以巩固相关的专业知识,还将提高查阅设计手册及图 册的能力,并熟悉相关的国家标准,锻炼独立解决问题的能力,提高应用绘图软件绘制工程图的 熟练度等。 可以有效地将大学所学的各方面知识加以运用,为以后毕业就业,从事制造业行业方面的工作,打好基础。 |
|
部分图纸 截图 |
   |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
