|
���������
�ĵ�����:
WORD�����˵����1�ݣ���26ҳ��Լ7500������
CAD�汾ͼֽ����4��
����һ��
���̿�һ��
�����Ŀ����LX-31��иǵĻ�е�ӹ����չ�̼�����װ�����
����ԭʼ����
(1) ���ӹ���������ͼ 1��
(2) ��������:��������
�����Ͻ�����
1���������ͼ 1��
2��ë��ͼ 1��
3�����ƻ�е�ӹ����չ����ۺϿ�Ƭ 1��
4�����ƻ�е�ӹ����տ�Ƭ������������Ƽо߶�Ӧ���ǵ�����Ļ�е�ӹ����տ�Ƭ�� 1��
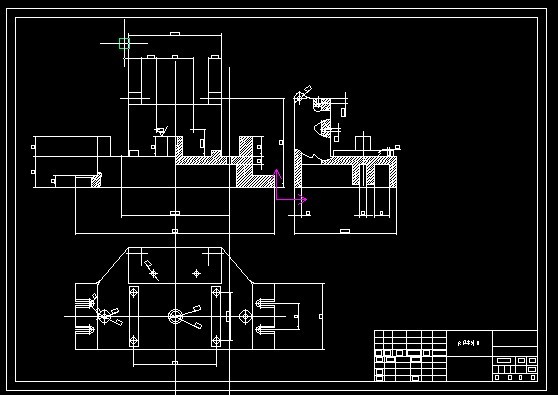
5�����Ƽо�װ��ͼ��A0��A1�� 1��
6�����Ƽо���1�����ͼ��A1��A2��װ��ͼ��������ָ����ʦΪѧ��ָ������Ƶ����ͼ��һ��Ϊ�о��壩�� 1��
7����д�γ����˵���飨Լ5000-8000�֣��� 1��
�ġ����Ȱ���
���γ����Ҫ����3������ɡ�
1����l��2������ϣ���Ϥ��Ŀ�Ρ�
2����3��7�죬�������Ĺ����Է���,ȷ��ë�������͡����췽���ͻ�е�ӹ����չ�̵���Ʋ����Ƴ�����Ļ�е�ӹ����տ�Ƭ��
3����8��10�죬��ɼо����巽����ƣ�������ͼ����ָ����ʦ��ͨ������ͬ���ǰ���£����пγ���Ƶ���һ������
4����11��13�죬��ɼо���װͼ�Ļ��ơ�
5����14��15�죬���ͼ�Ļ��ơ�
6����16��18�죬������������˵����ı�д��
7����19�죬���ͼֽ��˵����������ӡ��
8����20��21�죬���
�塢ָ����ʦ����
ժҪ
��е���켼�������γ���ƣ�������������Ϊ���������칤��Ϊ���ߣ���˹���װ��֪ʶ�Ļ�е���켼�������������������ʵ���γ̣����ۺ����û�е���켼���Ļ���֪ʶ���������ۺͻ������ܣ������ͽ��ʵ�ʹ��������һ����Ҫ��ѧ���ڣ��Ƕ�ѧ���������յ�“��е����”��������
֪ʶ�����֪ʶ��һ��ȫ���Ӧ��ѵ����
��е���켼�������γ���ƣ����ѻ�е���칤��װ��Ϊ���ݽ��е���ơ����Ը�����һ���еȸ��ӵij̶ȵ���С�ͻ�е���Ϊ������ȷ����ë�����칤�յĻ����ϣ��������е�ӹ����չ�̣�������һ������л���ר�ÿ�����ơ������������ޣ�������������֮���������λ��ʦ��������ָ����
Abstract
Mechanical manufacturing technology foundation course design, is the cutting theory as a foundation, manufacturing process as the main line, balancing process equipment knowledge of mechanical manufacturing technology basic wade machine of cultivating the ability of practical courses, Is the comprehensive use of mechanical manufacturing technology of the basic knowledge, basic theory and basic skill, analyze and solve practical engineering problems an important teaching link, For the students use master "mechanical manufacturing technology" basis knowledge and related knowledge of a comprehensive application training. Mechanical manufacturing technology foundation course design, is already machinery manufacturing technology and equipment for the design of content. Namely in the given a medium-sized complex degree of small and medium-sized machinery parts as the object, in determining the blank casts manufacturing technology, on the basis of compiling the machining process planning, and one process machine special fixture design.
1.��иǵĹ����Է��� 7
1.1����; 7
1.2��иǵļ���Ҫ�� 8
1.3 ȷ����и��������� 8
2.��иǵĻ�е�ӹ����չ����� 9
2.1ȷ��ë��������ë��ͼ 9
2.1.1 ѡ��ë�� 9
2.1.2 ȷ��ë���ߴ�ͻ�е�ӹ����� 9
2.1.3 ������и�����ë��ͼ 10
2.2�ⶨ��иǹ���·�� 11
2.2.1 ѡ��λ�� 11
2.2.2 ����ӹ�������ȷ�� 12
2.2.3 �ӹ��εĻ��� 12
2.2.4 ����ļ����ڷ�ɢ 13
2.2.5 ����˳��İ��� 13
2.2.6 ȷ������·�� 13
2.3��е�ӹ�����������ߴ缰�����ȷ�� 14
2.3.1Բ�����湤��ߴ磺 14
2.3.2ƽ�湤��ߴ磺 15
2.3.3�ӹ�����ߴ�: 15
2.3.4�����ߴ�ֱ������õ� 15
2.4 ȷ���������� 15
2.4.1 ����Φ26mm���ڿ�����������ȷ���� 15
2.4.2 ����Φ26mm�ڿ�����������ȷ���� 15
2.4.3 �Դֽ�Φ26mm���ڿ�����������ȷ���� 16
2.4.4 �Ծ���Φ26mm���ڿ�����������ȷ���� 16
2.5 ȷ��ʱ�䶨�� 16
2.5.1 ʱ���ļ��㣺 16
2.5.2 ����ʱ����㣺 17
2.5.3 ����ʱ����㣺 17
2.5.4 ����ʱ����㣺 17
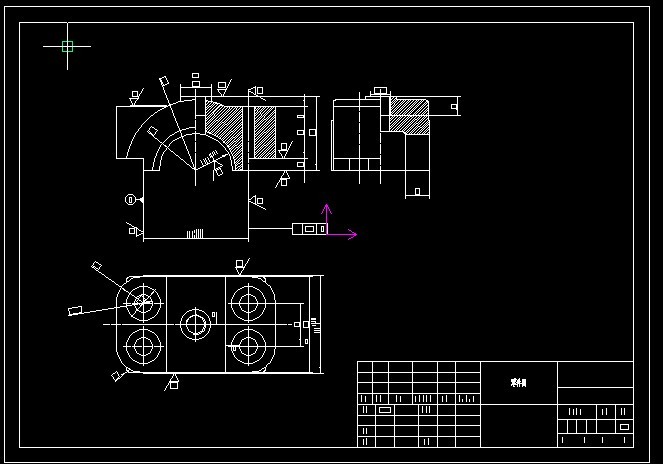
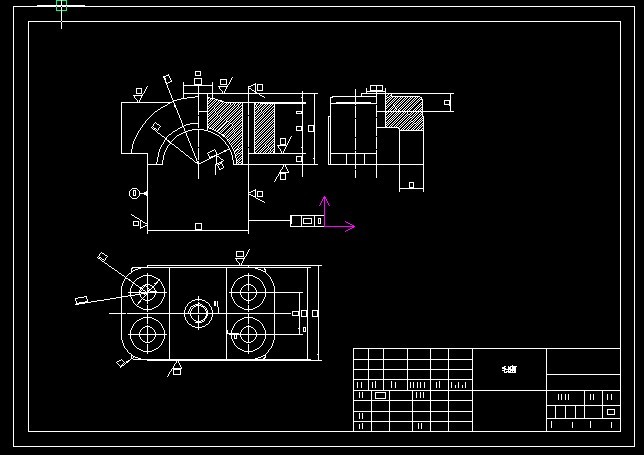
3.�ӹ�φ26�L�����ר�û����о���� 18
3.1�������� 18
3.2���� 18
3.2.1��λ����ѡ�� 18
3.2.2���о���Ƽ������ļ�Ҫ˵�� 18
3.2.3ȷ������װ�� 19
3.3�н�װ�õ���� 19
3.3.1�н�װ�õ���ɺ�Ҫ�� 19
3.3.2�н����ļ��� 19
3.4������� 19
3.4.1���IJ��� 19
3.4.2�о�������γߴ� 20
3.4.3�о������м��ʩ 20
3.4.4�о��嶨λ������ 22
4.�������ۺ���������� 22
5.�����չ�� 23
6.����� 25
|