|
设计描述:
文档包括:
WORD版设计说明书1份,共24页,约8000字左右
CAD版本图纸,共4张
工序卡一套
过程卡一套
任 务 书
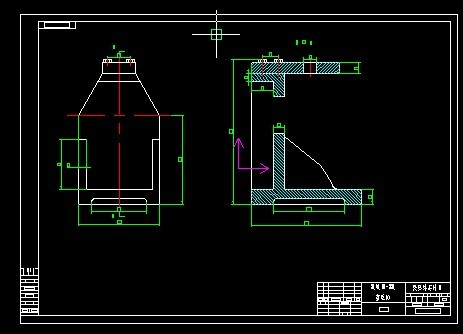
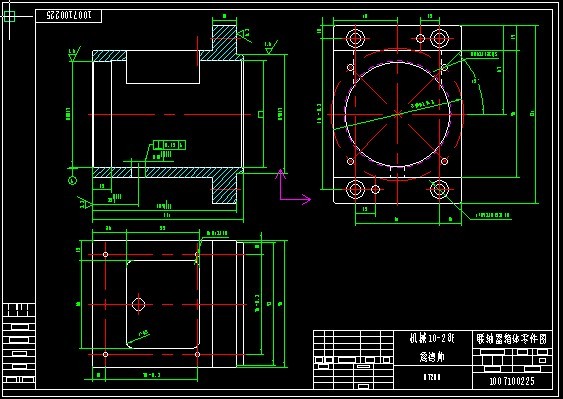
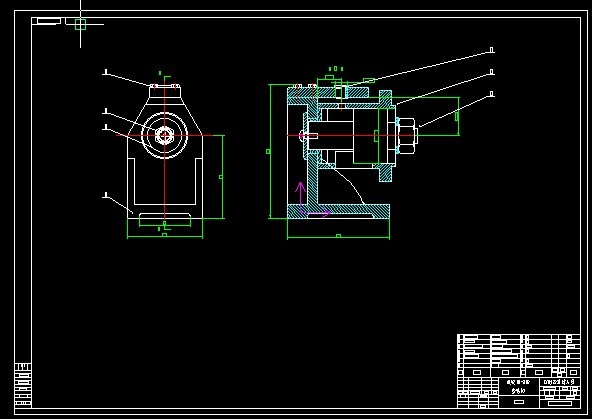
一、设计题目: 联轴器箱体机械加工工艺规程及专用钻床夹具设计
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型: 中批
三、上交材料
1.所加工的零件图 1张
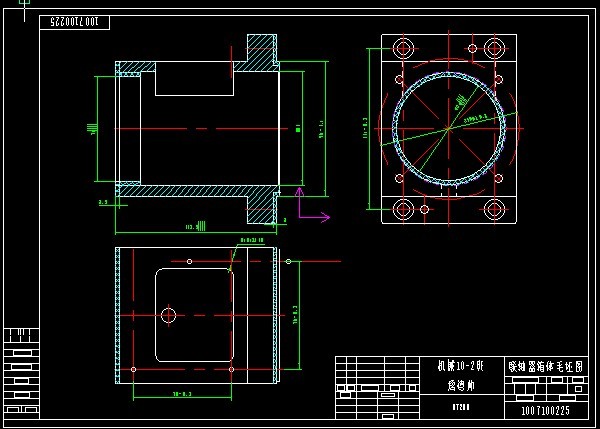
2.毛坯图 1张
3.编制机械加工工艺过程卡片 1套
4.编制所设计夹具对应的那道工序的机械加工工序卡片 1套
5.绘制夹具装配图(A0或A1) 1张
6.绘制夹具中1个零件图(A1或A2。装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。 1张
7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。(约5000-8000字) 1份
四、进度安排
本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩
摘 要
这次通过设计联轴器箱体综合运用过去所学过的全部课程、机械制造技术基础的基本理论知识。锻炼我们进行工艺及结构设计的基本能力,另外,也为以后搞好毕业设计及未来从事工作打下良好的基础。通过机械制造工艺课程设计,学生应该在以下两个方面得到锻炼:能熟练地运用机械制造工艺学课程中的基本理论,以及在生产实习中学到的实践知识,正确得解决一个零件在在加工中的定位、夹紧及合理安排工艺路线等问题,以保证零件的加工质量。学会使用手册及图表资料,掌握与本设计有关的各种资料的名称及出处,并能够做到熟练应用。
Abstract
The design enable us to comprehensive use of all the lessons learned in the past, mechanical manufacturing technology and combining the basic theory based production and practice the middle school to practice knowledge. Exercise we process and structure design of the basic ability, in addition, also after graduation design and do well for future work lay a good foundation. Through the mechanical manufacturing process course design, students should be in the following two aspects get exercise: apply good mechanical manufacturing technology courses in basic theory, and production practice in the middle school to practice knowledge, correctly solve a parts in the process of the localization, the clamping and reasonable process route arrangement, in order to ensure that the parts processing quality. Learn to use manual and chart material, master and the design of all kinds of information about the name and source, and can do skilled application.
目 录
第一节 联轴器的工艺分析……………………………………………1
一,联轴器的用途………………………………………………………1
二,联轴器的技术要求…………………………………………………1
三,审查联轴器的工艺性………………………………………………2
四,确定联轴器的生产类型……………………………………………2
第二节 确定毛坯,绘制毛坯简图………………………………………2
一,选择毛坯……………………………………………………………2
二,确定毛坯的尺寸公差和机械加工余量……………………………2
第三节 拟定联轴器箱体工艺路线……………………………………4
一,定位基准的选择……………………………………………………4
二,表面加工方法的确定………………………………………………4
第四节 机床设备及工艺装备的选用…………………………………6
一,机床设备的选用……………………………………………………6
二,工艺装备的选用……………………………………………………6
第五节 加工余量、工序尺寸和公差的确定……………………………7
一,工序1和工序2——加工联轴器箱体两端面至设计尺寸的加工余量、工序尺寸和公差的确定……………………………………………7
二,工序3——粗镗-精镗-粗铰-精铰φ80mm孔的加工余量、工序尺寸和公差的确定…………………………………………………………8
三,工序4——粗车-半精车-精车φ90mm轴的加工余量、工序尺寸和公差的确定………………………………………………………………9
四,工序5?——钻、粗铰、精铰φ10mm孔的加工余量、工序尺寸和公差的确定…………………………………………………………………9
第六节 切削用量、时间定额的计算…………………………………10
一,切削用量的计算……………………………………………………10
二,时间定额的计算……………………………………………………12
第七节 专用钻床夹具设计……………………………………………15
第八节 方案评价和结论………………………………………………16
第九节 体会与展望……………………………………………………16
参考文献…………………………………………………………………17
|