|
设计描述:
文档包括:
Word版说明书一份,共39页,约15000字
CAD版本图纸,共10张:
设计(论文)任务书
设计(论文)题目:压缩机箱体加工工艺及夹具设计
1.毕业设计(论文)的主要内容及基本要求
1)绘制并审核零件图、毛坯图;
2)设计加工工艺并绘制工艺规程卡、工序卡;
3)设计装配图;
4)编制安装调整及使用维护说明书;
5)编制设计说明书。
2.原始资料
1)零件图一张;
2)生产批量10000件/年。
3.指定查阅的主要参考文献
1)机械设计手册
2)机械加工工艺设计手册
3)夹具设计手册
4)机床图册
5)其他相关资料
摘要
零件的加工工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。
本次设计的是压缩机箱体加工工艺以及夹具的设计,压缩机主要作用是把低压冷媒汽体吸进压缩成高压汽体----冷却循环,使部分动能转化为压力能从而提高汽体的压力。压缩机箱体则是承载这个压力和连接各零部件,因此要求箱体能够承受压力,以及箱体与其他零部件的密封性,在编制加工工艺时,要考虑到各个接触面的各项精度以及形状与位置公差等。
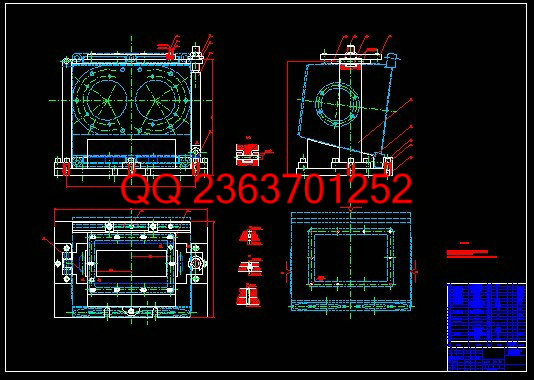
在设计加工箱体斜面上的螺纹孔专用夹具时,由于孔是自由公差,所以为了缩短加工时间,采用两个斜面挡块来使箱体工件定位,再使用两铰链支座,使得装夹工件就方便了,斜面挡块的与水平位置倾斜14°,保证了被加工斜面在水平位置,使用钻模以及钻模套来准确的定孔的加工位置,有钻模套加工孔无需画线定位,直接就可以加工,提高了加工效率。
关键词:工艺、基准、切削用量、定位基准、定位误差。
ABSTRACT
The part treating handicraft establishment, occupies very in machine work , part handicraft weaves such that this is related to ultimate being able to reach a quality requirement or not of part whether rationally or not, directly; The clamp design is also an essential part , the problem whether can improve whose treating efficiency it is related to. This both are all- links therefore in machine work industry.
Designing that originally time is that the compression engine box experiences and observes the design processing handicraft and the clamp , the main effect of compression engine is that the cryogen vapor body inhales the high-handed vapor compressing Cheng in experiences and observes- - - - the circulation cooling down , makes part kinetic energy change the pressure being that pressure can improve the vapor body thereby with low pressure. Then, the compression engine box body is to bear the weight of this pressure and links every component and part, Require that the box body is able to bear pressure therefore, and box body comparing with other component and part hermetic sealing, before work out when processing handicraft , ask accuracy and form and location common difference etc. to consider various arriving at each contact surfaces.
During the period of the clamp designing the special use processing the upper box body inclined plane screwed hole, adopt two inclined planes to make box body workpiece fix coming the stop dog , use two hinge abutments again , can be used pretending to grip workpiece having gone to the lavatory since the hole is that the free common difference , reason why process time for curtailing,the inclined plane blocks a piece and horizontal tilts 14', Have ensured that the inclined plane being processed is in horizontal , have used drill model to process location as well as drill model cover comes to accurate fixing, have drill model the allocation processing a hole set drawing a line unnecessarily, is direct not bad the efficiency having processed , improving treating.
Keywords: Handicraft , criterion, cut dosages , the criterion fixing , the error fixing . .
目 录
中文摘要 Ⅰ
英文摘要 Ⅱ
前言 1
第1章 零件的分析 1
1.1 零件的作用 1
1.2 零件的工艺分析 1
第2章 工艺规程的设计 2
2.1 确定毛坯的制造形式 2
2.2 基准的选择 2
2.2.1 粗基准的选择 2
2.2.1 精基准的选择 2
2.3 制定工艺路线 3
2.3.1 机械加工余量、工序尺寸及毛坯的确定 3
2.3.2 确定切削用量及基本工时 5
第3章 专用夹具的设计 16
3.1 问题的指出 16
3.2 夹具的设计 17
3.2.1 定位基准的选择 17
3.2.2切削力及夹紧力的计算 17
3.2.3定位误差的分析 17
3.2.4夹具安装及操作的简要说明 21
第4章 结论 22
参考文献 23
致谢 24
前言
就目前而言“复合、高速、智能、精密、环保”已成为当今机床工业技术发展的主要趋势。其中,高速加工可以有效地提高机床的加工效率、缩短工件的加工周期。这就要求机床主轴及其相关部件要适应高速加工的需求。滑动轴承在弹性流体力学润滑理论的研究,流体动压滑动轴承油膜刚度阻尼特性测定方法的研究、铁谱技术研究和电磁铁谱仪、论摩擦学数据库、固体变形等因素对滑动轴承流体动力润滑的影响、具有非线性油膜力的滑动轴承转子系统振动特性研究等等方面有了更进一步的发展。
压缩机主要作用是把低压冷媒汽体吸进压缩成高压汽体----冷却循环,使部分动能转化为压力能从而提高汽体的压力。压缩机箱体则是承载这个压力和连接各零部件,因此要求箱体能够承受压力,以及箱体与其他零部件的密封性,生活各处都有使用压缩机的机器,因此,在生活以及工程上获得广泛的应用。
压缩机箱体要达到其性能要求,就得在机械加工方面得到保证,机械加工行业现在有了高速的发展,特别是数控技术的发展,提高了高精密零件的加工精度以及加工效率。铸造技术也有极大的提高,各式样的铸造方式使得铸件达到很高的要求。
本次设计是对压缩机箱体工艺编制,以及某一道工序夹具的设计,其设计的目的在于回顾自己大学四年所学的专业知识,提高自身的专业知识的理论水平,在工作之前就有一次自己独自搞一个题目的锻炼,从中提高自己分析问题、解决问题的能力,为以后工作打下一定的基础。我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的设计.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
第一章 零件的分析
1、1零件的作用
压缩机主要作用是把低压冷媒汽体吸进压缩成高压汽体----冷却循环,使部分动能转化为压力能从而提高汽体的压力。压缩机箱体则是承载这个压力和连接各零部件,因此要求箱体能够承受压力,以及箱体与其他零部件的密封性。
1、2零件的工艺分析
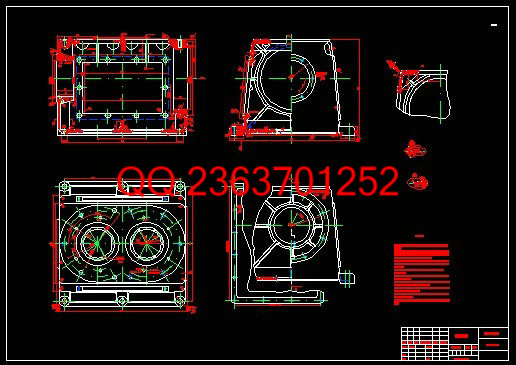
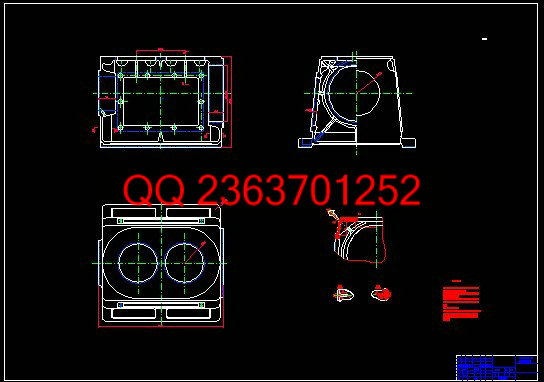
压缩机箱体的加工表面共5组:
1.以R160上表面为中心的,2×Φ180孔的加工有一定的位置要求,孔的表面有一定饿粗糙度要求;圆2×R139上的6个M18的螺纹孔;R 156上的4个M18的螺纹孔;以及Φ220圆上8个Φ10的通孔,有一定的精度要求;磨削R160表面时候保证它的厚度16cm;
2.以550×524的底表面为中心的,宽27.5cm台阶和宽25cm台阶的磨削加工;以及底表面宽60cm的磨削加工;加工2×Φ120的孔有一定的位置要求,以及孔上的2×Φ140的阶台,及阶台上的12个均匀分布的M6的螺纹孔;宽27.5cm台阶和宽25cm台阶上的4个M8的螺纹孔有一定的位置要求;宽60cm表面上的6个Φ21的孔有一定的精度要求。
|