| С������ز���
�ͷ�QQ:178308054 Email:178308054@qq.com ��е������� |
����רҵ,����С�� | С�ֻ�е�������߳�Ϊ������! |
|
|
 |
| ��ҳ
| ���ռо�
| ���ر��
| ע��ģ��
| ��ѹģ��
| �����
| ��ľ����
| �ɿ�ͨ��
| ����רҵ
| ��������
| ����˵��
| �����˺�
| ����
|
 |
|
|
| �����ڵ�λ��: ��ҳ > ���ռо� > |
|
������� |
�ܱø�������ӹ����ռ����22�о����
|
|
|
��Ʊ�� |
x133
|
|
������� |
AutoCAD,
Word |
|
�������� |
���Ҳ�ͼƬ
|
|
˵������ |
3000�� |
|
ͼֽ���� |
���Ҳ�ͼƬ
|
|
�Ƽ�ָ�� |
�ϸ� |
|
�۸� |
�۸��Ż��� |
|
�������� |
9.26 |
|
������ |
�� |
|
�������� |
<�鿴��ι���վ���> | |
|
��Ƽ�� |
���������
�ĵ�����:
WORD�����˵����1�ݣ���12ҳ��Լ3000������
CAD�汾ͼֽ����4��
����һ��
���̿�һ��
Ŀ¼
1��������� 2
1.1�������ԭ�� 2
1.2 ������շ��� 2
2�����չ����� 3
2.1 ȷ��ë��������ʽ 3
2.2����ѡ�� 3
2.3����·�� 3
2.4�������ι���ߴ�Ļ����ߴ� 4
2.5��������� 4
3��ʱ�䶨��ļ��� 4
3.1������ʱ�䶨��ļ��� 5
3.2 ����ʱ��ļ��� 5
4����е�ӹ�����������ߴ缰ë���ߴ��ȷ�� 5
5��ȷ��������������ʱ 7
4.1�� 7
4.2ϳ���� 7
4.3�� 7
4.4�����ƿ� 8
6������ 8
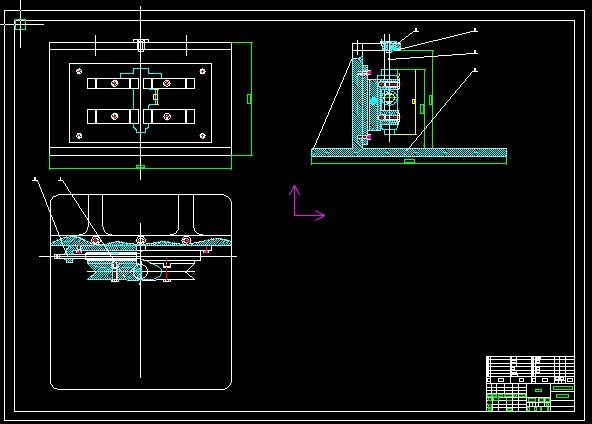
5.1��λ��ѡ�� 8
7������ĵ� 9
8������� 10
һ������ķ���
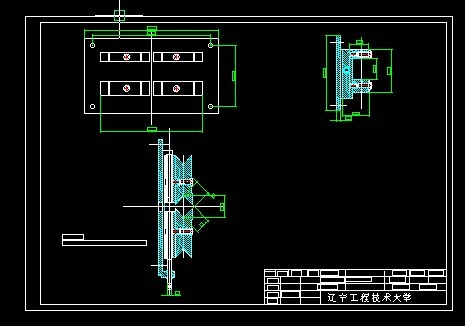
1.1 �������ԭ��
��Ŀ��������������ܱø��塣������Һѹϵͳ�ĺ��ģ�������ͨ�����������������˶������ƶ����������������ѹ���������3.5Ϊ���Ϳף������˶�����λ��ʱ����ɳ����̣����������˶���������ǰ������ѹ�����壬���ڽ�������������ѹ�����������س�ʱ����3.5��λʱ��ʼ���ͣ��Ա�С��Ϊ�����ף������������
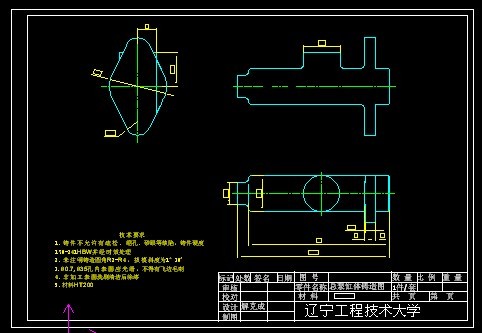
1.2 ������շ���
�����ͼ��֪�����������һ��ߴ�Ҫ��ϸߣ�����22+0.023��������ĥ���S0.8���ߴ�Ҫ��ϸߣ�����ߴ��Ϊ8����ߴ磬���Ǽӹ�ʱ��������ԲΪ�ּӹ�����ȷ���ڿף����ڿ�ȷ�����гߴ硣
�������չ�����
2.1 ȷ��ë��������ʽ
���ë��Ϊ���������ǵ�����ʽ�ӹ����Ϸϲ��ϣ������ã������Ϊ��ͨ������ܳ�����ʲ���ѡ�öͼ�������ȷ��ʹ�������������10�����Ϊ�����������������ߴ���ɲ���ɰ�����죬�ҿ��ô���������һ��ʮ�ȷ������죬����������������ʡ�
2.2����ѡ��
��ǰ������������ܵ���˵�ߴ�Ҫ�ߣ�λ�öȡ���״������ƽ��ϸ���Ҫ�����ڸ����ڲ������ߴ羫�ȣ�������ߴ��Χ�Ƹóߴ磬���Դּӹ���Ӧѡ����Բ���뾫�ӹ����22+0.023�����Դ�Ϊ���ӹ������ȫ���ߴ磬��ɿ���ĥ�����ɴﵽͼֽҪ�ȡ�
2.3����·��
�����Ϸ����������ȴֺ������ף������У�������ε�ԭ��ȷ���������£�
������
1.���ɰ�����죬ȥӦ������������
2.��
�ӹ�����
1���� ���ڿ״��22+0.023���S1.6��
| |
|
|
|
˵��: |
�����˽Ȿ��Ƶľ�����ϸ��Ϣ����ϵ��վ�ͷ���˵�����ĸ���ƣ���ţ��ĸ���ϸ����,���ǽ�Զ�̻��ͼ�����ۿ�.
��е��ҵ���|���� | |
 |
 |
|
[Ҫ��PR��2,�ٶ���¼��1000ҳ;��ϵQQ:178308054] |
 | |
|
|
 |
|
|
      |
����:���ݡ�����������Ȩ������������վ,С�ֻ�е�����̳�,�������Ͼ���ԭ�������У�����ѧϰ����֮�ã�����ת�ز��������Ƿ���;��
Powered
by С�ֻ�е�����̳� © 2013-2020 All Rights Reserved.
�ͷ�QQ:178308054
ϲ��www.xiaolinbysj.com���������QQ�ϵ�5λ���ѣ���л����֧�֣� ��ICP��2021006205��-1  |
|
|