 |
|


|
设计名称 |
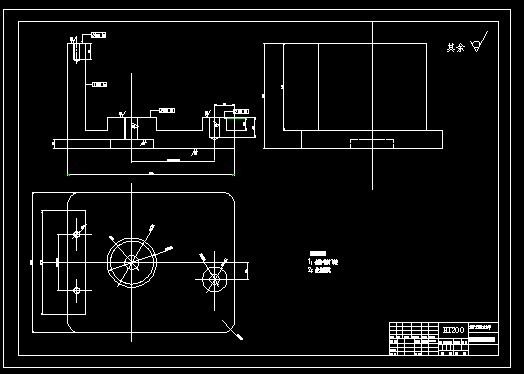
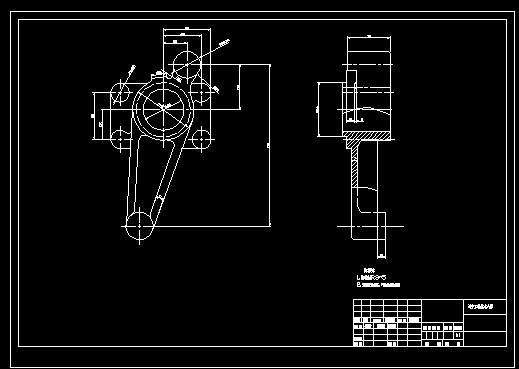
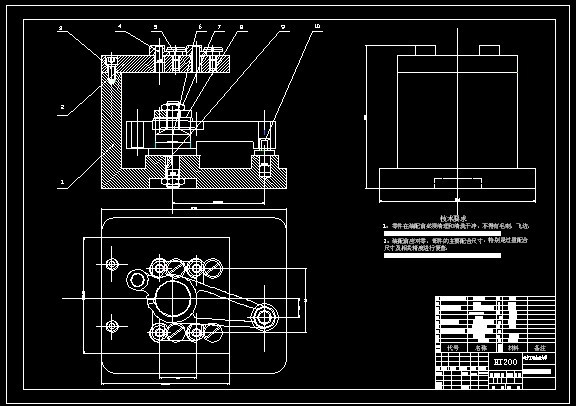
导向丝杆右支架的加工工艺及钻Ф10.5孔夹具设计 |
 |
|
设计编号 |
x136 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
8100字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
9.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
WORD版设计说明书1份,共27页,约8100字左右
1、摘要
Design the parts of this course is to guide screw right bracket it is located in the lathe screw right side, the main role is to support the guide screw. The flange plate there are four installation holes, including department of screw through the hole -- itself without much force effect. Parts of materials for KTH350-10, black heart malleable cast iron, good machinability and corrosion resistance, wear resistance and weldability is poor, has high toughness, strength and plasticity. Used to withstand the impact vibration and torsion under the load of work parts
2零件的分析 |
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
