|
设计简介 |
设计描述:
文档包括:
WORD版设计说明书1份,共19页,约5200字左右
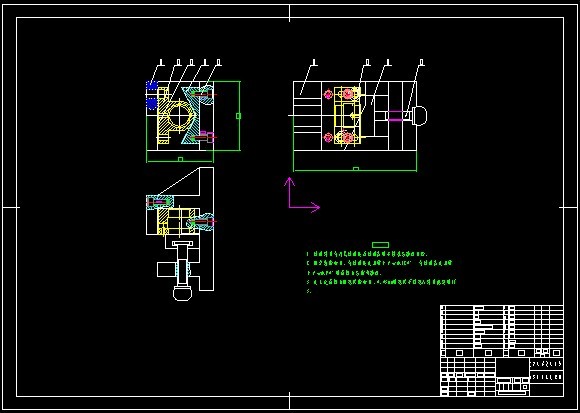
CAD版本图纸,共4张
工序卡一套
过程卡一套
任 务 书
一、设计题目:轴承座机械加工工艺规程及φ13孔夹具设计
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型:(中批或大批大量生产)
三、上交材料
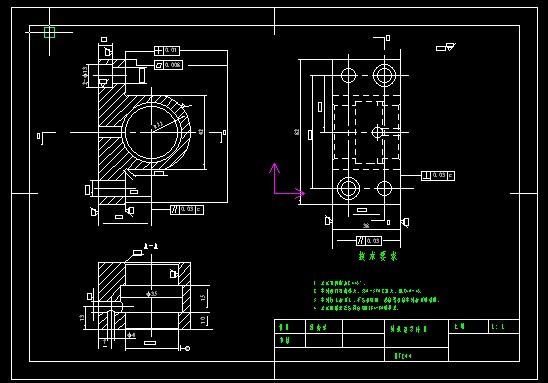
1.所加工的零件图 1张
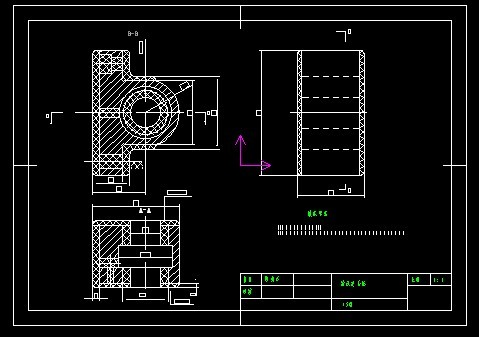
2.毛坯图 1张
3.编制机械加工工艺过程卡片 1套
4.编制所设计夹具对应的那道工序的机械加工工序卡片 1套
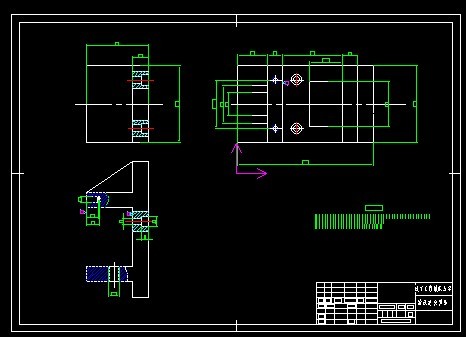
5.绘制夹具装配图(A0或A1) 1张
6.绘制夹具中1个零件图(A1或A2。装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。 1张
7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。(约5000-8000字) 1份
四、进度安排
本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
【摘要】轴承座是用来支撑轴承的,固定轴承的外圈,仅仅 让内圈转动,外圈保持不动,始终与传动的方向保持一致(比如电机运转方向),并且保持平衡;轴承座的概念就是轴承和箱体的集合体,以便于应用,这样的好处是可以有更好的配合,更方便的使用,减少了使用厂家的成本.至于形状,多种多样,通常是一个箱体,轴承可以安装在其中。期中φ13孔是将轴承座固定的作用孔。随着科学技术的不断进步,它在国民经济中占有越来越重要的地位,发展前景十分广阔,尤其是在汽车和电子电器等高速发展的领域。本次课程设计设计的课题就是轴承座的设计,是在学完汽车制造工艺学后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
【关键词】轴承座 工艺规格设计 夹具设计 工序 工艺性
【abstract】is used to support bearing,bearing fixed bearing outering,just make innerring,outerring remain motionless,is always consistent with the transmission direction(such as motor running direction),and keep balance;and the concept of the bearing is the bearing and casing assembly,so that the application of such benefits is can have a better cooperation, theuse of more convenient,reduce the cost of using manufactuer. As for the shape,a variety,is usually a box body ,the bearing can be installed in it.Along with the advance of science and technology,it occupies more and more important position in national economy,the development prospect is very baoad,especi-ally in fast-growing sectors such as cars and electronic appliance.This design curriculum design topic is the design of the bearing seat,after learning the automotive technology is a teaching link;Under the guidance of the teacher,the requirement in the design preliminary learn to the integrated use of previously learned all courses,and independent complete a project of basic training.
【key words】bearing technology specification design fixture design process manufacturability
目录
1、前言 ———————————————————1
2、零件功能和结构分析 ————————————— 1
3、工艺分析 —————————————————1
3.1 确定生产类型 ——————————— 2
3.2 确定毛坯类型 ——————————— 2
3.3 确定毛坯余量 ——————————— 2
4、工艺路线的确定 —————————————— 3
4.1 选择定位基准 ———————————3
4.2 制定工艺路线 ———————————3
4.3 选择加工设备和工艺设备 ———————4
5、机械加工工序设计 ——————— ———————4
5.1 机械加工余量、工序尺寸及公差的确定 ——4
5.2 确定切削用量及时间定额 ——— ———6
6、夹具设计 —————————————— ———11
7、参考文献 ————————————— ————13
1、前言
机械制造工程学课程设计是在学完了机械制造工程学等课程,并进行了生产实习的基础上进行的一个教学环节,它要求我们全面地综合运用本课程及其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。这次课程设计主要锻炼我们分析问题和解决问题的能力;培养我们熟悉并运用有关手册、规范、图表等技术资料的能力;培养我们识图、制图、运算和编写技术文件等基本技能。由于能力有限,设计尚有许多不足之处,恳请各位老师给予指导。
2、零件功能与结构分析
轴承座主要用于各种承载机构中,通过轴承座安装轴承来实现支撑。零件上方的φ30轴承孔与轴承相连,而上面和侧面则是用于与其它零件的装配。生产时毛坯可以为铸件。零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削。以下是轴承座需要加工的表面以及加工表面之间的位置要求:
1. 轴承座上面和轴承孔中心线的同轴度误差为0.01mm,平面度误差为0.008mm。
2. 轴承孔内孔φ30,两轴承孔中心线平行度误差为0.03mm。
3. 定位销孔φ8
4. 左右两端面的平行度误差为0.03mm,且垂直度误差为0.03mm
由上面分析可知,可以粗加工轴承座的两侧面,然后以此作为精基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此轴承座零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
3、工艺分析
|