|
设计描述:
文档包括:
WORD版设计说明书1份,共28页,约8800字左右
CAD版本图纸,共5张
工序卡一套
过程卡一套
前 言
机床拨叉为传动分离类零件,此类零件应用于机床及汽车等机械设备中,起到变速的作用。其动作较为频繁,是机械设备的常用备件,也是重要备件之一。
随着科学技术的发展,各种新材料、新工艺和新技术不断涌现,机械制造工艺正向着高质量、高生产率和低成本方向发展。各种新工艺的出现,已突破传统的依靠机械能、切削力进行切削加工的范畴,可以加工各种难加工材料、复杂的型面和某些具有特殊要求的零件。数控机床的问世,提高了更新频率的小批量零件和形状复杂的零件加工的生产率及加工精度。特别是计算方法和计算机技术的迅速发展,极大地推动了机械加工工艺的进步,使工艺过程的自动化达到了一个新的阶段。
传统的机械加工手段做为基础,研究其批量的加工生产、工艺的编制及材料的选择等问题,具有一定的经济价值及技术意义。
工装夹具:工具是人类文明进步的标志。自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。但工具在不断的革新中,其功能仍然十分显著。机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备,。
一项优秀的夹具结构设计,往往可以使得生产效率大幅度提高,并使产品的加工质量得到极大地稳定。尤其是那些外形轮廓结构较复杂的,不规则的拔叉类,杆类工件,几乎各道工序都离不开专门设计的高效率夹具。目前,中等生产规模的机械加工生产企业,其夹具的设计,制造工作量,占新产品工艺准备工作量的50%—80%。生产设计阶段,对夹具的选择和设计工作的重视程度,丝毫也不压于对机床设备及各类工艺参数的慎重选择。夹具的设计,制造和生产过程中对夹具的正确使用,维护和调整,对产品生产的优劣起着举足轻重的作用。
一、设计题目: 机床拨叉零件的机械加工工艺规及工艺装备设计
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型:(中批或大批大量生产)
三、上交材料
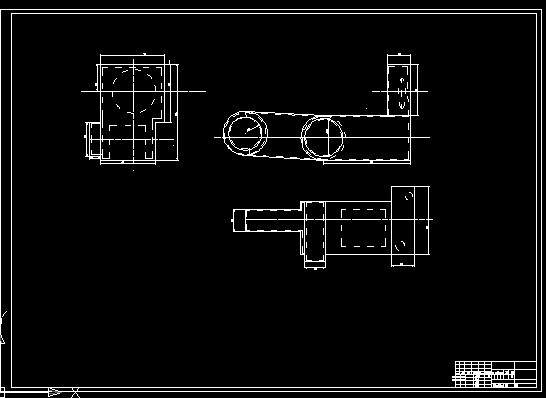
1.绘制零件图 1张
2.毛坯图 1张
3.编制机械加工工艺过程综合卡片 1套
4.编制机械加工工艺卡片(仅编制所设计夹具对应的那道工序的机械加工工艺卡片) 1套
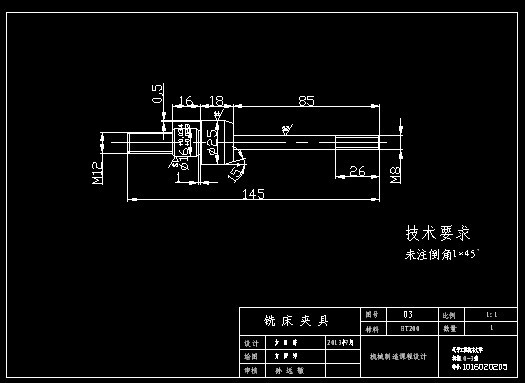
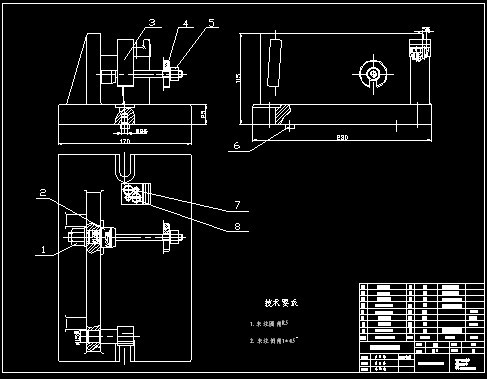
5.绘制夹具装配图(A0或A1) 1张
6.绘制夹具中1个零件图(A1或A2。装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。 1张
7.编写课程设计说明书(约5000-8000字)。 1份
四、进度安排
本课程设计要求在3周内完成。
1.第l~2天查资料,熟悉题目阶段。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的机械加工工艺卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具总装图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩
五、指导教师评语
摘 要
本次设计是车床变速箱中拔叉零件的加工工艺规程及一些工序的专用夹具设计。此拔叉零件的结构较为复杂,其加工的地方主要是孔和平面。本设计先加工孔后加工面。将孔与平面的加工明确划分成粗加工和精加工阶段以保证它们的加工精度。基准选择以拔叉Φ32外圆作为粗基准,来加工中间的通孔,然后以此加工过的孔作为精基准。主要加工工序安排是先以中心孔定位加工出顶平面和右侧平面以及下面的大孔的两平面,再以中心孔定位加工出下端的大孔。加工时是用镗床镗孔。最后以这两个孔为基准,分别加工右侧的槽和顶面的螺纹底孔。整个加工过程选用了钻床、铣床和镗床。工件在机床上定位夹紧选用专用夹具,夹紧方式为手动夹紧,夹紧可靠,操作方便。因此生产效率较高,适用于大批量、流水线上加工。能够满足设计要求。
关键词:加工工艺 定位 夹紧 专用夹具
Abstract
This design is a lathe gearbox fork parts in machining process planning and some special fixture design process. This fork parts of the structure is relatively complex, the main processing place is a hole and plane. This design first after hole machining surface. The hole and the plane processing clearly divided into rough machining and finish machining stage to ensure the machining accuracy of them. Benchmark choose to fork Φ 32 cylindrical as crude benchmark, to processing in the middle of the hole, and then processed hole as fine benchmark. Main machining process arrangement is first to center hole position ChuDing plane and plane on the right side and the big hole under two plane, again with center hole positioning processing out of the bottom hole. Is used when processing boring boring. Finally based on the two holes, one tap processing on the right side of the tank and the top surface.
Key words :processing technology positioning clamping special fixture
目 录
1序 言 1
2零件的分析 1
2.1零件的作用 1
2.2零件的工艺分析 2
2.3审查拨叉的工艺性 3
2.4确定拨叉生产类型 4
2.4.1中批量生产 4
2.4.2中批量生产采用流水线工艺特点 4
3工艺规程设计 5
3.1确定毛坯的制造形式 5
3.2基面的选择 5
3.3制定工艺路线 5
3.4机械加工余量、工序尺寸及毛皮尺寸的确定 6
3.5确立切削用量及基本工时 8
4夹具设计 13
4.1问题的提出 13
4.2夹具设计 13
4.2.1定位基准的选择 13
4.2.2切削力和夹紧力计算 14
4.2.3 定位误差分析 15
4.2.4. 夹具设计及操作的简要说明 16
5小 结 16
参考文献 18
1序 言
机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
2零件的分析
2.1零件的作用
题目所给的零件是:车床的拨叉。它位于车床变速机构中,主要起换档作用,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的Φ26孔与操纵机构相连,二下方的Φ37半孔则是用于与所控制齿轮所在的轴接触。通过Φ48与另外的轴相连,起到固定和拨动的作用。外力通过Φ48孔传给于Φ26孔,通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。
2.2零件的工艺分析
该车床拨叉共有如下待加工表面,其间有一定位置要求。分述如下:
1. 以Φ26mm孔为中心的加工表面
这一组加工表面包括:Φ26D7mm的孔,以及Φ32mm的圆柱两端面,其中主要加工表面为Φ26D7mm通孔。
2. 以Φ37mm孔为中心的加工表面
这一组加工表面包括:Φ37H12的孔,Φ60的孔,以及Φ37H12及Φ60的两个端面。主要是ΦH12的孔。
以Φ48H7孔为中心的加工表面
这一组加工表面包括:Φ48H7的孔以及Φ48H7的连个端面,主要是Φ48H7的通孔。
4. 铣31H11的槽
|