 |
|


|
设计名称 |
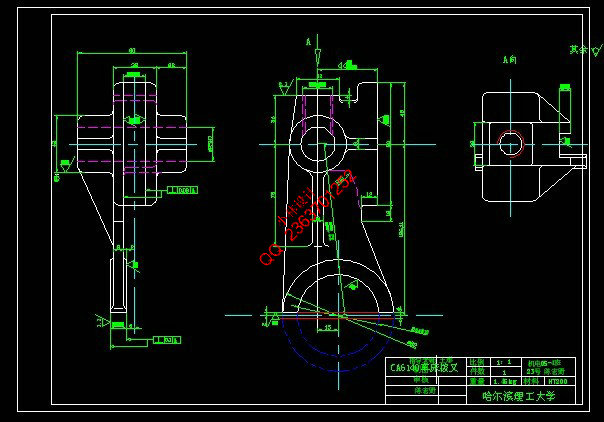
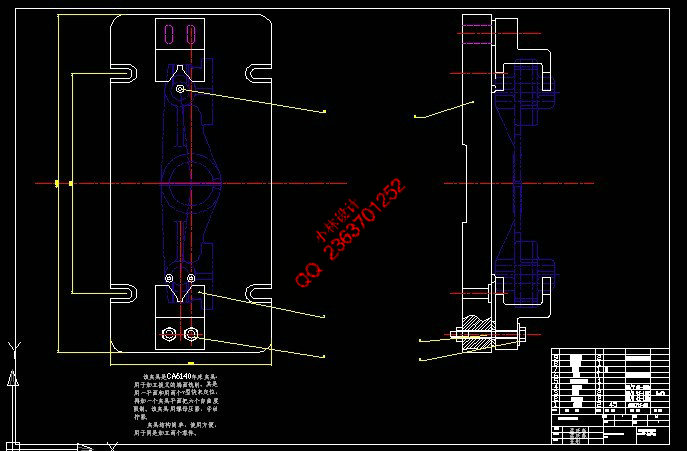
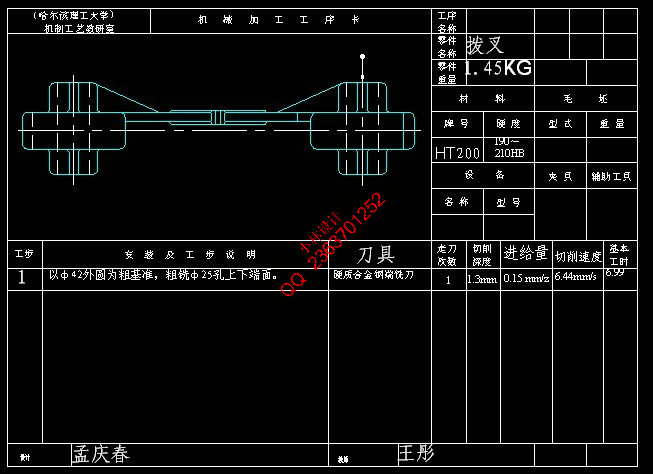
CA6140车床拨叉[831002]工艺及铣φ25孔的端面夹具设计 |
 |
|
设计编号 |
V214 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
5200字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
文档包括: CAD版本图纸,共3张
序言 序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我 们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在
我们四年的大学生活中占有重要的地位。
炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
(一) 零件的作用 要求工作,获得所需的速度和扭矩的作用。零件上方的φ25孔与操纵机构相连,二下方的φ60半孔则是用于
与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。
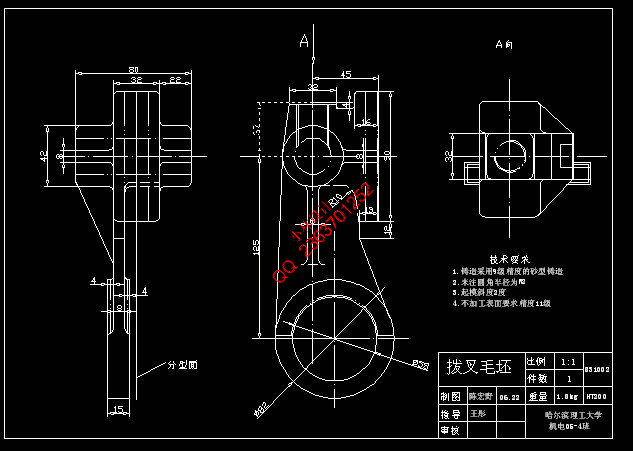
(一)确定毛坯的制造形式
毛坯。 生产率得以提高。否则,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,是生产无法正
常进行。 相对位置精度较高的不加工表面作粗基准。根据这个基准选择原则,现选取φ25 孔的不加工外轮廓表面作为 粗基准,利用一组共两块V形块支承这两个φ42作主要定位面,限制5个自由度,再以一个销钉限制最后1个自 由度,达到完全定位,然后进行铣削。 |
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
