| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 工艺夹具 > |
|
设计名称 |
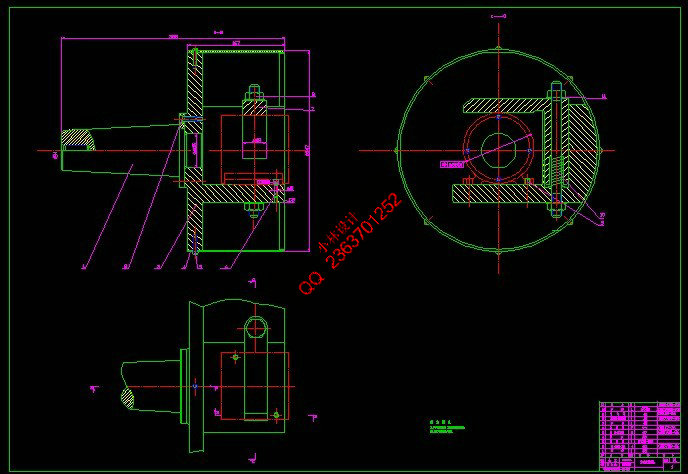
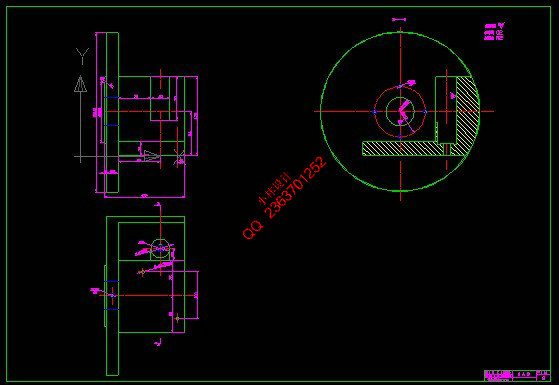
电机壳的加工工艺及车Φ106mm孔及端面夹具设计
|
|
|
设计编号 |
Y226
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
1500字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
2013.09.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
设计描述:
文档包括:
word说明书一份,共7页,约1500字
工序卡一套
过程卡一套
CAD版本图纸,共5张
目 录
序 言……………………………………1
零件分析……………………………………1
工艺规程设计………………………………2
夹具设计……………………………………6
工艺规程设计
(一) 确定毛坯的制造形式
考虑到电机壳受力较为单一平衡,且需要良好的抗震性,故选用HT200为毛坯材料,机器砂型铸造。
(二) 基面选择
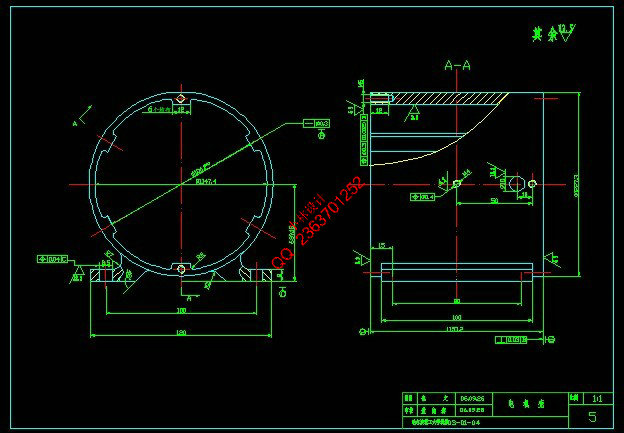
1、粗基准:车 mm孔及端面时选用外圆柱面为基面,利用V形块加上一压板定位。铣外圆柱面、底座的下、前后、侧表面及 mm内表面时,选用 mm端面作为基面,底座的上表面以底面作为基面切削。
2、精基准:设计基准 mm与工序基准不重合,专门计算见工序。
(三) 制定工艺路线
Ⅰ:车 mm孔及其端面;
Ⅱ:铣外圆柱面,底座表面及 mm内表面;
Ⅲ:钻螺纹底孔 及孔 ;
Ⅳ:攻螺纹3×M5,2×M4。
(四)机床加工余量,工序尺寸及毛坯尺寸的确定
1、外圆表面:只需粗铣,2Z=4mm满足;
2、内圆表面:粗车2Z=2mm,精车2Z=2mm,所以内圆表面直径余量为4mm;
3、底座上表面、侧表面及前后端面只需粗铣,Z=2mm;
4、底座下平面需半精铣,总加工余量Z=3mm;
5、圆柱端面需半精车,加工余量Z=4mm。
(五)确定切削用量及基本工时
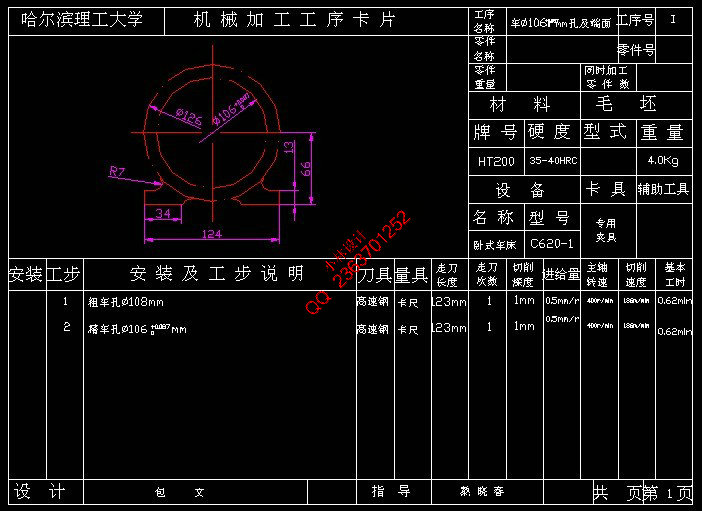
Ⅰ:车 mm孔及两端面,机床选用C620-1卧式车床
1、粗车孔Φ108
(1)切削深度:单边余量Z=1mm,一次切除
(2)进给量:选用f=0.5mm/r
(3)计算切削速度:
公式①
=
=123mm/min
(4)确定主轴转速
ns= =362r/min
按机床选取n=400r/min
实际转速V=136m/min
(5)切削工时
t=0.62min
2、精车孔 mm
(1)切削深度
单边余量Z=1mm,一次切除
(2)进给量
选择f=0.5mm/r
(3)计算切削速度
由公式①
Vc=
=123m/min
(4)确定主轴转速
ns= =362r/min
按机床选取n=400r/min
实际转速V=136m/min
(5)切削工时
t=0.62min
3、粗车端面
切削深度:2mm 一次切除
进给量f=0.5mm/r
选取转速n=400r/min
切削工时t= =0.05min
4、半精车端面
切削深度:2mm 一次切除
进给量f=0.2mm/r
选取转速n=400r/min
切削工时t= =0.125min
Ⅱ:铣削外圆柱面,底座表面, mm内表面,机床选用X6040立式铣床
1、 粗铣Φ122±外圆柱面及底座上下表面和侧表面,采用直径d=10mm高速钢立铣刀,齿数Z=3
fz=0.08mm/ 齿
切削速度:参考有关手册,确定V=0.45m/s,即27/min
取nw=500r/min,故实际切削速度为
V= = =15.7m/min
工作台每分钟进给量fm:
fm=fzZnw=0.08×3×500=120mm/min
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1  |
|
|