|
设计描述:
文档包括:
WORD版设计说明书1份,共52页,约17000字左右
CAD版本图纸,共4张
工序卡一套
过程卡一套
一、设计题目
弹簧吊耳加工工艺设计及夹具设计
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型:(中批或大批大量生产)
三、上交材料
1.绘制零件图 1张
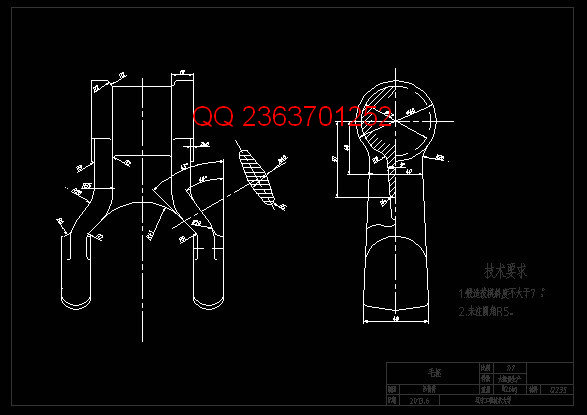
2.毛坯图 1张
3.编制机械加工工艺过程综合卡片 1套
4.编制机械加工工艺卡片(仅编制所设计夹具对应的那道工序的机械加工工艺卡片) 1套
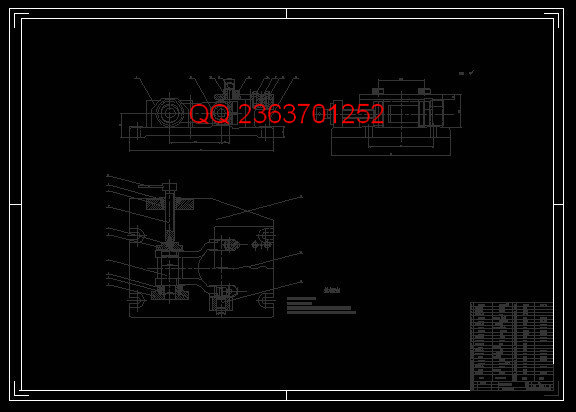
5.绘制夹具装配图(A0或A1) 1张
6.绘制夹具中1个零件图(A1或A2。装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。 1张
7.编写课程设计说明书(约5000-8000字)。 1份
四、进度安排
本课程设计要求在3周内完成。
1.第l~2天查资料,熟悉题目阶段。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的机械加工工艺卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具总装图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩
摘 要
本次设计是对后钢板弹簧吊耳零件的加工工艺规程及一些工序的专用夹具设计。后钢板弹簧吊零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以后钢板弹簧吊耳大外圆端面作为粗基准,以后钢板弹簧吊耳大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以后钢板弹簧吊耳大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。整个加工过程均选用组合机床。
Abstract
The design of the plate after spring lug parts of the processing order of the processes and some special fixture design. Spring plate after hanging parts of the main plane of the surface and pore. By the principle known Processing , the plane guarantee precision machining holes than guarantee the machining precision easy. So the design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of processing to ensure accuracy. After selecting base plate spring lug large cylindrical face as a rough benchmark, After the leaf spring lug large cylindrical end with two holes as a precision technology benchmarks. main processes arrangements after the first spring plate lug large cylindrical face each other benchmarks machined face, End position to further processing out of holes. In addition to the follow-up processes are individual processes with end-positioning technology and other processing Kong and plane. The entire process of processing machine combinations were selected.
目 录
摘要……………………………………………………………Ⅲ
ABSTRACT………………………………………………………Ⅳ
目录……………………………………………………………Ⅴ
1绪 论………………………………………………………1
2 后钢板弹簧吊耳加工工艺规程设计………………………………………………………………3
2.1零件的分析……………………………………………3
2.1.1零件的作用…………………………………… 3
2.1.2零件的工艺分析 ……………………………………3
2.2工艺过程设计所应采取的相应措施………………………………………………………………4
2.3后钢板弹簧吊耳加工定位基准的选择………………………………………………………………4
2.3.1 确定毛坯的制造形式……………………………………4
2.3.2粗基准的选择……………………………………5
2.3.3精基准的选择……………………………………5
2.4工艺路线的制定 ……………………………………………………………5
2.4.1 工艺方案一…………………………………… 6
2.4.2 工艺方案二…………………………………… 6
2.4.3 工艺方案的比较与分析…………………………………… 7
2.5机械加工余量、工序尺寸及毛坯尺寸的确定………………………………………………………………8
2.6确定切削用量及基本工时(机动时间)……………………………………………………………9
2.7时间定额计算及生产安排………………………………………………………………18
2.8 本章小结……………………………………………21
3 粗铣后钢板弹簧吊耳内侧端面夹具设计……………………………………………………………22
3.1粗铣后钢板弹簧吊耳内侧端面夹具设计 ……………………………………………………………22
3.2定位方案的分析和定位基准的选择 ……………………………………………………………22
3.3定位误差分析…………………………………………23
3.4铣削力与夹紧力计算………………………………………………………………24
3.5定向键与对刀装置设计 ……………………………………………………………25
3.6夹紧装置及夹具体设计 ……………………………………………………………27
3.7夹具设计及操作的简要说明………………………………………………………………28
3.8本章小结 ……………………………………………28
4 加工 工艺孔夹具设计………………………………………………………………30
4.1加工 工艺孔夹具设计………………………………………………………………30
4.2定位方案的分析和定位基准的选择………………………………………………………………30
4.3定位误差分析…………………………………………31
4.4切削力的计算与夹紧力分析………………………………………………………………31
4.5钻套、衬套、钻模板及夹具体设计………………………………………………………………32
4.6夹具精度分析…………………………………………34
4.7夹具设计及操作的简要说明………………………………………………………………34
4.8本章小结………………………………………………35
5 加工 工艺孔夹具设计………………………………………………………………36
5.1加工 工艺孔夹具设计………………………………………………………………36
5.2定位方案的分析和定位基准的选择………………………………………………………………36
5.3定位元件的设计………………………………………………………………37
5.4定位误差分析…………………………………………38
5.5切削力的计算与夹紧力分析………………………………………………………………39
5.6钻套、衬套、钻模板及夹具体设计………………………………………………………………39
5.7夹具精度分析…………………………………………41
5.8夹具设计及操作的简要说明………………………………………………………………42
5.9本章小结………………………………………………42
感悟 ………………………………………………………43
参 考 文 献 ………………………………………………44
|