|
���������
�ĵ�����:
Word��˵����һ�ݣ���17ҳ��Լ5600��
CAD�汾ͼֽ����4��:
Ŀ����¼
��һ���֡��������˵����……………………………………………………………………………1
…………
�ڶ����֡���XX�Ź���о����˵����……………………………………………………………
…………
�������֡���XX�Ź������˵����……………………………………………………………
…………
���IJ��֡���XX�Ź����������˵����……………………………………………………………
…………
���岿�֡���ҵ������………………………………………………………………………………
…………
�������� �ο�����……………………………………………………………………………………
��ҵ��ƣ����ģ�������
רҵ����е���� �༶�� ������ ѧ�ţ�
һ�������Ŀ(��ͼ)��
������ �����е�ӹ����չ���ƶ����� ������װ����ơ�
�������������
l�����ͼ�� 2������������������������
����������ݣ�
1�����ͼ������l�������ͼ�����Է������ṹ�����Լ�����������������2�����������ͼ��
2��ë��ѡ�� 1����ë�����ͣ� 2��������ȷ���� 3����ë��ͼ��
3����е�ӹ�����·��ȷ���� 1�����ӹ�����������ȷ���� 2��������ѡ��3�������Ƽӹ���������ͼ��ȷ����λ�н���������
4�����ճߴ缰�乫��ȷ���� 1�������غ�ʱ������ߴ��ϵͼ���ƣ��� 2�������óߴ��ϵͼ���㹤��ߴ磻 3���������غ�ʱ�����Ƴߴ���ͼ�������㹤��ߴ硣
5���豸���乤��װ��ȷ����
6��������������ʱ����ȷ���� ȷ��ÿ������������������ʱ���
7�������ļ��ƶ��� 1������д�������˵���飻 2������д���չ�̣������չ��̿�Ƭ����Ƭ��
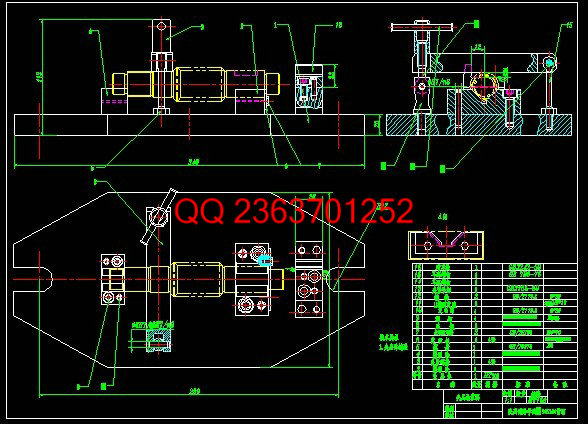
8��ָ����������о���ƣ� 1��������ͼ������ 2������λ����ȷ���� 3������λ�����㣻 4�����о���װͼ���ơ�
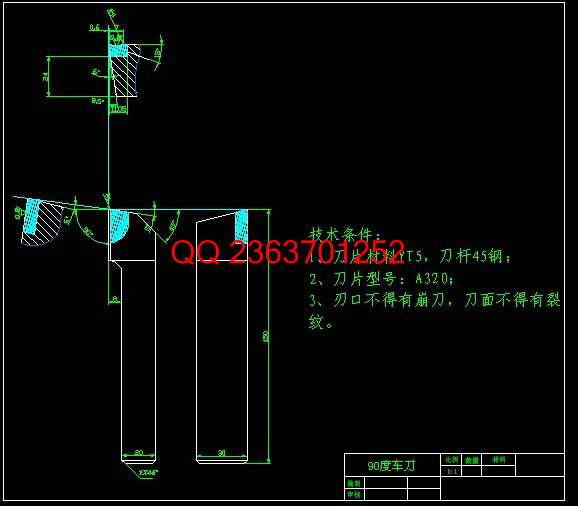
9�����ߡ�����û�ơ������Ƶ������߹���ͼ��
�ġ��Ͻ����ϣ�ȫ��Ϊ�����ĸ壩��
1�������е�ӹ����չ���ƶ����˵����һ�ݣ�����ͳһ��ʽд��
2�������ļ�һ�ף����������̿�Ƭ��ÿһ������Ĺ���Ƭ������ͼ����
3�������о����˵����һ�ݣ�����ͳһ��ʽд��
4���о���װͼһ�ţ�A4ͼֽ�������ͼ���ţ�A4ͼֽ����
5�����������˵����һ�ݣ�����ͳһ��ʽд��
6�����߹���ͼһ�ţ�A4ͼֽ�������߹���ͼһ�ţ�A4ͼֽ����
��һ���֡��������˵����
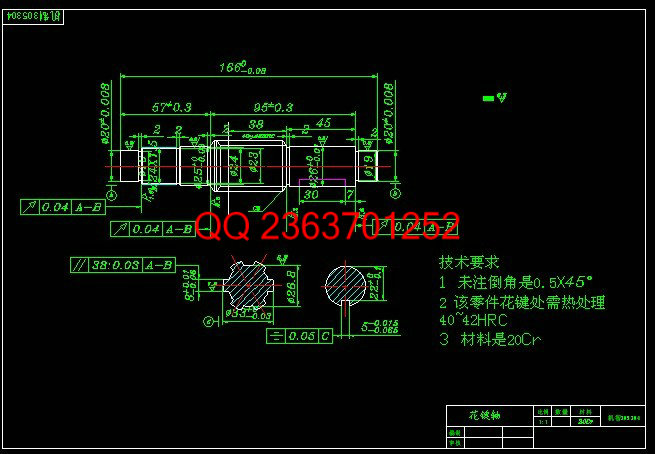
1.���ͼ�����Է���
1.1����ṹ���÷���
���������ͼ����������������Ľṹ���������ص㣺����״�Ͽ��ù���Ϊ���ݽṹ�Ļ����ᣬ���ڳ�����ֱ��֮��L/D≈5�����Ըù������ڸ������ᡣ�ӱ���ӹ����Ϳ�����Ҫ�ӹ�������Բ���棬�����������ۣ����ƣ����ڵ��͵ļӹ����棬�ӹ���
1.2���������������
1���ߴ羫�ȣ��������ΪΦ20+ -0.008���м����Φ250 -0.03��Φ260 -0.01��������ԲΦ330 -0.03�����ݿ�8+0.01 -0.06��
���ۿ���5-0.015 -0.065�����۵�����Բĸ�ߵľ���220 -0.1���������ܳ�1660 -0.08��������뻨����˵ľ���
57+ -0.3�����������Φ260 -0.01����Ҷ���ľ���95+ -0.3
2��λ�þ��ȣ�����M24×1.5��������Φ260 -0.01���Ҷ��������A��B���������ߵ�Բ�������Ϊ0.04�L���������������A��B���������ߵ�ƽ�ж����Ϊ38��0.03�L�������뻨�����ߵĶԳƶ����Ϊ0.05�L��
3������ֲڶȣ��������Φ20+ -0.008��Բ��Φ250 -0.03��Φ260 -0.01��ԲΪRa=0.8μm���������漰������桢������M24×1.5��������Φ260 -0.01���Ҷ���ΪRa=1.6μm, M24×1.5�����Ƽ������Ҷ���ΪRa=3.2μm�������ݸ�ԲΪRa=6.3μm������ΪRa=6.3μm��
1.3����ṹ�����Է���
�������ù���Ϊ���ݽṹ�Ļ����ᣬ���ڳ�����ֱ��֮��L/D≈5�����Ըù������ڸ������ᡣ�ӱ���ӹ����Ϳ�����Ҫ�ӹ�������Բ���棬�����������ۣ����ƣ����ڵ��͵ļӹ����棬����һ��ļӹ��������ɣ�����Щ����澫��Ҫ��ϸߣ������ĥ����������Ҫ��
2.ë��ѡ��
2.1�����
����������������ԣ��ͼ����нϸߵ��ۺ���ѧ���ܣ�������������������ڲ�����ά��֯�ر�����ȷֲ����нϸߵĿ��������估��Ťǿ�ȡ��ʲ��öͼ���ģ�����������������Ҽӹ������١�
2.2ë������ȷ��
���е���칤������ֲ��������������Ϊ3±2��L��180��
2.3ë���������ͼ��ͼ
3�����ӹ�����·��ȷ��
5 �ͼ�
10 �ȴ��� ����
15 �� �ֳ�����棬�����Ŀס�
20 �� �ֳ��Ҷ��棬�����Ŀס�
25 �ֳ� �ֳ������Բ���Ρ�
30 �ֳ� �ֳ��Ҷ���Բ���Ρ�
32 ���� ���������Ŀ�
35 �뾫�� �����Բ���μ��������˵���
40 �뾫�� ���Ҷ���Բ���μ��������˵���
43 �� ������
45 ϳ ��ϳ����
47 �ȴ��� �ֲ����
50 ϳ ϳ����
55 ���� �������Ŀ�
60 ĥ ĥ������
65 ĥ ĥ�������Բ
70 ���� ȥë��
75 ����
80 ���
3.1�ӹ���������ȷ��
|