|
设计描述:
文档包括:
Word版说明书一份,共24页,约7700字
CAD版本图纸,共7张:
毕业设计(论文)任务书
专业:机械制造 班级:机制5022班 姓名: 学号:
一、设计题目(附图): 单拐曲轴 零件机械加工工艺规程制订及第_____工序工艺装备设计
二、设计条件: 1、零件图
2、生产批量:中批量生产
三、设计内容:
㈠ 零件图分析: 1、零件图工艺性分析(结构工艺性及条件分析);
2、绘制零件图。
㈡ 毛坯选择
㈢ 机械加工工艺路线确定:
1、加工方案分析及确定 2、基准的选择
3、绘制加工工艺流程图
㈣ 工序尺寸及其公差确定
1、基准重合时(工序尺寸关系图绘制);2、利用工序尺寸关系图计算工序尺寸;3、基准重合时(绘制尺寸链图)并计算工序尺寸。
㈤ 设备及其工艺装备的确定
㈥ 切削用量及工时定额确定: 确定全部工序切削用量及工时定额。
㈦ 工艺文件制订:
1、编写工艺文件设计说明书: 2、编写工艺规程:
㈧ 指定工序机床夹具设计
1、 工序图分析; 2、定位方案确定;
3、定位误差计算; 4、夹具总装图绘制;
㈨ 刀具、量具设计
四 设计任务(工作量):
1、 零件机械加工工艺规程制订设计说明书一份;
2、 工艺文件一套(含工艺流程卡片、某一道工序的工序卡片、全套工序附图);
3、 机床夹具设计说明书一份;
4、 夹具总装图一张(A2图纸);零件图两张(A4图纸);
5、 刀量具设计说明书一份;
6、 刀具工作图一张(A4图纸);量具图一张(A4图纸)。
目 录
第一部分 工艺设计说明书……………………………………………………………………………1
1、零件图工艺分析 …………………………………………………………………………… 1
1.1、零件结构功用分析 ……………………………………………………………………………1
1.2、零件技术条件分析 ……………………………………………………………………………1
1.3、零件结构工艺性分析 ……………………………………………………………………………1
2.、毛坯选择 ……………………………………………………………………………1
2.1、毛坯类型 ……………………………………………………………………………1
2.2、毛坯于量确定 ……………………………………………………………………………1
2.3、毛坯零件和图草图 ……………………………………………………………………………1
3、机加工工艺路线确定 ……………………………………………………………………………2
3.1、加工方法分析确定 ……………………………………………………………………………2
3.2、加工顺序安排 ……………………………………………………………………………2
3.3、定位基准选择 ……………………………………………………………………………2
3.4、加工阶段的划分说明 ……………………………………………………………………………2
3.5、主要机加工工序简图 ……………………………………………………………………………2
4、工序尺寸及其公差确定 ……………………………………………………………………………9
5、设备及其工艺装备确定 ……………………………………………………………………………13
6、切削用量及工时定额确定 …………………………………………………………………………13
第二部分 第12号工序夹具设计说明书 ……………………………………………………… 16
1、工序尺寸精度分析 ……………………………………………………………………………16
2、定位方案确定 ……………………………………………………………………………16
3、定位元件确定 ……………………………………………………………………………16
4、定位误差分析计算 ……………………………………………………………………………17
5、加紧方案及元件确定 ……………………………………………………………………………17
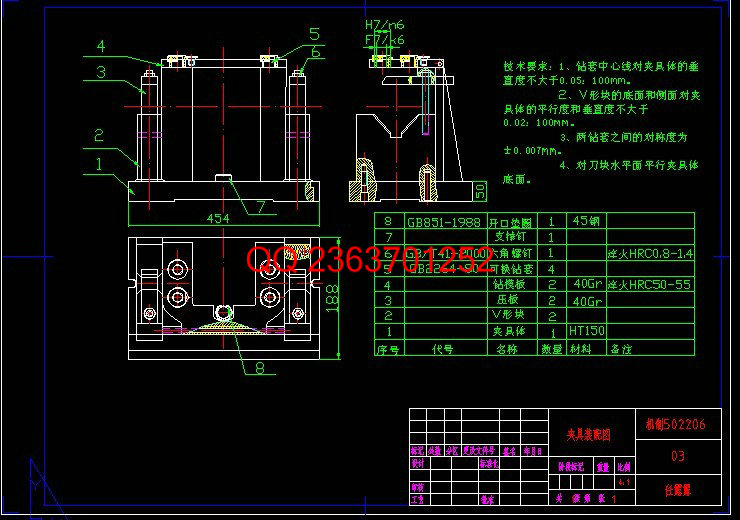
6、夹具总装草图 ……………………………………………………………………………18
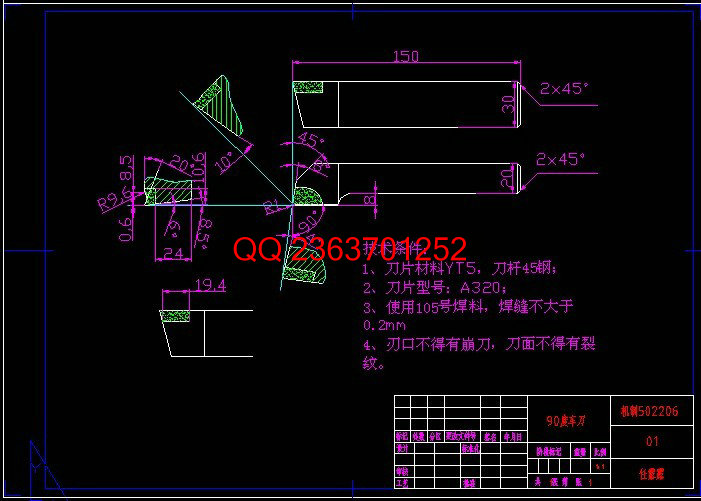
第三部分 第6号工序刀具设计说明书 …………………………………………………………18
1、工序尺寸精度分析 ……………………………………………………………………………18
2、刀具类型确定 ……………………………………………………………………………18
3、刀具设计参数确定 ……………………………………………………………………………18
4、刀具工作草图 ……………………………………………………………………………19
第四部分 第23号工序量具设计说明书 ……………………………………………………… 20
1、工序尺寸精度分析 ……………………………………………………………………………20
2、量具类型确定 ……………………………………………………………………………20
3、极限量具尺寸公差确定 ……………………………………………………………………………20
4、极限量具尺寸公差带图 ……………………………………………………………………………20
5、极限量具结构设计 ……………………………………………………………………………20
第五部分 毕业设计体会………………………………………………………………………………21
第一部分 工艺设计说明书
1. 零件图工艺性分析
1.1零件结构功用分析
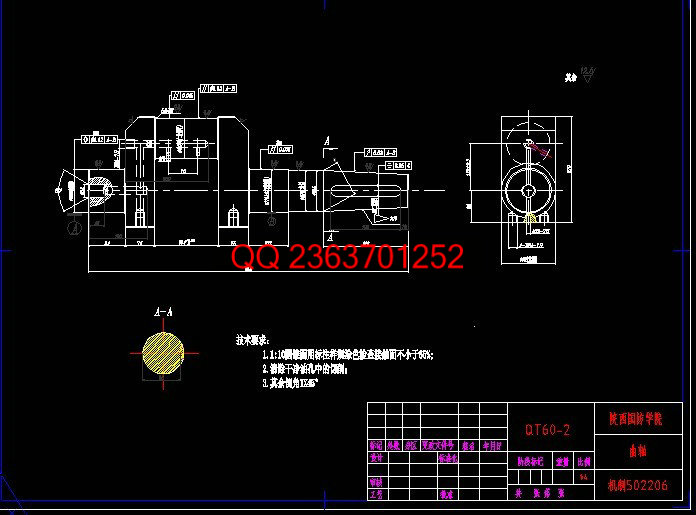
曲轴是将直线运动转变成旋转运动,或将旋转运动转变为直线运动的零件。它是往复式发动机、压缩机、剪切机与冲压机械的重要零件。曲轴的结构与一般轴不同,它有主轴颈、连杆轴颈、主轴颈和连杆轴颈之间的连接板组成。
1.2零件技术条件分析
1)主轴颈、连杆轴颈本身精度:
主轴颈φ110 尺寸公差等级IT6,表面粗糙度Ra为1.25μm,连杆轴颈φ110 尺寸公差等级为IT7,表面粗糙度Ra为0.63μm,轴颈长度公差等级为IT13,圆柱度误差0.015,连杆轴竟的圆柱度误差0.015。
2)位置精度,主轴颈与连杆轴颈的平行度φ0.02,主轴颈的同轴度误差为φ0.02。
1. 3零件结构工艺性分析
曲轴的结构与一般轴不同,它有主轴颈、连杆轴颈、主轴颈和连杆轴颈之间的连接板组成,其L/D=818/110=7.44<12,钢性差,易变形,形状复杂,它的工作特点是在变动和冲击载荷下工作,对曲轴的基本要求是高强度、高韧性、高耐磨性和回转平稳性,因而安排曲轴加工过程应考虑到这些特点。
2. 毛坯选择
2.1毛坯类型
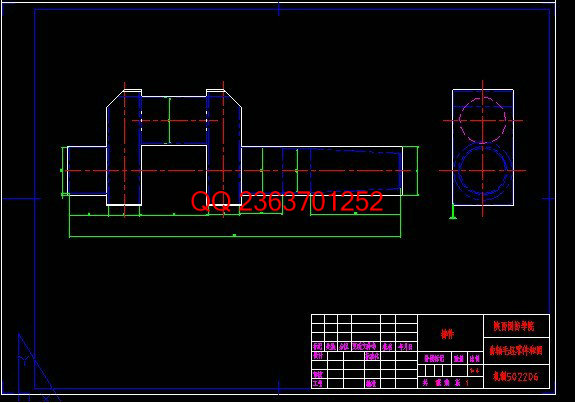
曲轴工作时要承受很大的转矩及变形的弯曲硬力,容易产生扭振、折断及轴颈磨损,要求材料应有较高的强度、冲击韧度、疲劳强度和耐磨性,所以要求用球墨铸铁QT600-2
曲轴的毛坯:此零件属中批生产,固采用铸造毛坯。
2.2毛坯余量确定
由书机械加工工艺设计资料表1.2-10查得毛坯加工余量为5,毛坯尺寸偏差由表1.2-2查得为 1.4.
2.3毛坯-零件合图草图
|