|
设计描述:
文档包括:
Word版说明书一份,16页,约6200字
CAD版本图纸,共6张
目 录
第一章 零件的分析…………………………………………………2
1.1 零件作用 …………………………………………………3
1.2 零件工艺分析 ……………………………………………3-4
第二章 确定毛坯、画毛坯-零件合图(附图2)…………………4-5
2.1 确定毛坯……………………………………………4
2.2 画毛坯-零件合图……………………………………………5
第三章 工艺规程设计………………………………………………5
3.1 定位基准的选择………………………………………………5
3.2 制定工艺路线………………………………………………6
3.3 选择加工设备及刀、夹、量具……………………………8
3.4 加工工序设计………………………………………………10
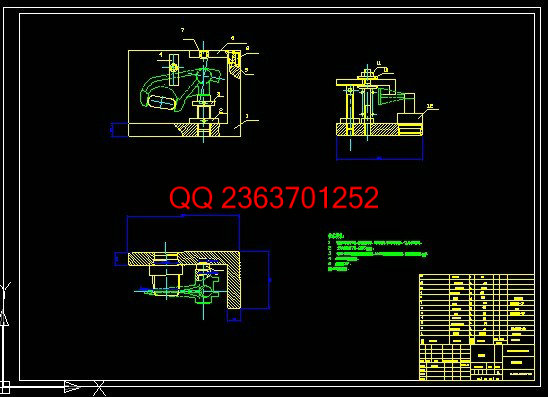
第四章 夹具设计………………………………………12
参考文献……………………………………………………………………………15
引 言
机械制造工艺学毕业设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个中等复杂程度零件(变速拨叉)的工艺规程的能力和运用夹具设计的基本原理和方法,拟定夹具设计方案,完成夹具结构设计能力,也是实现和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会。
由于能力所限,经验不足,设计中还有许多不足之处,希望各位老师多加指教。
一、零件的分析
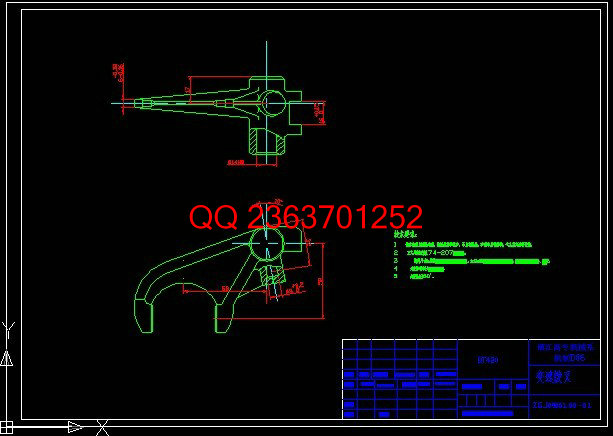
(一)零件的作用
该零件是以Φ14H8孔套在轴上,并用销钉经Φ8+0.2/0孔与轴定位,拨叉脚卡在双联齿轮槽中,变速操作机构通过拨叉头部的操纵槽带动拨叉与轴一起在变速箱中滑动,拨叉脚拨动双联齿轮在花键轴上滑移,从而实现拖拉机的变速。
(二)零件的工艺分析
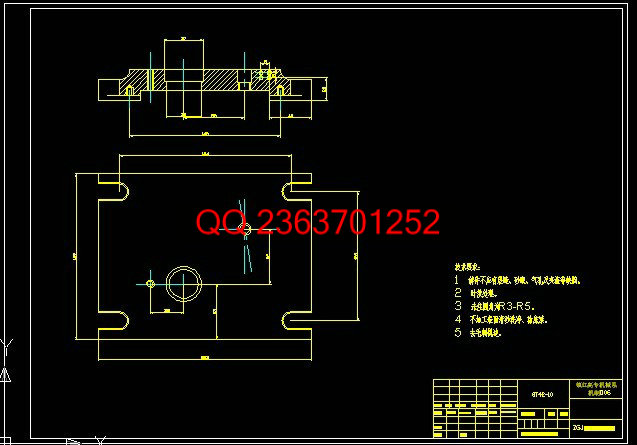
由附图1得知,其材料为QT42-10。该材料具有中等强度和韧性,用于制作内燃机中油泵齿轮,气轮机的中温汽缸隔板,水轮机阀门体,机车车辆轴瓦、输电线路的联板。该零件的主要加工面为N、M、O、R面和Φ14H8孔、16+0.15/0拨叉槽、拨叉脚内侧面45.5+0.17/0、 Φ8+0.12/0孔
(1) 拨叉安装孔Φ14H8(+0.027/0)mm表面粗糙度Ra3.2um,孔端面位置尺寸53mm表面粗糙度Ra12.5um。
(2) 拨叉脚端面厚度为6-0.08/-0.16mm外端面与操纵槽对称面的距离52mm,表明粗糙度为Ra6.3um。
(3) 拨叉脚内侧面宽度尺寸为45.5+0.17/0mm,对称面与拨叉安装孔端面的距离为17mm表面粗糙度为Ra6.3um。
(4) 操纵槽宽度为16+0.15/0mm,对称面与拨叉安装孔端面的距离为17mm,表面粗糙度Ra12.5um。
(5) 拨叉紧定孔孔径为Φ8+0.2/0mm,孔深为32mm。
由参考文献[5]中有关面和加工孔的经济精度及机床能达到的位置精度可知上述技术要求是可以达到的,零件的结构工艺性也是可行的。
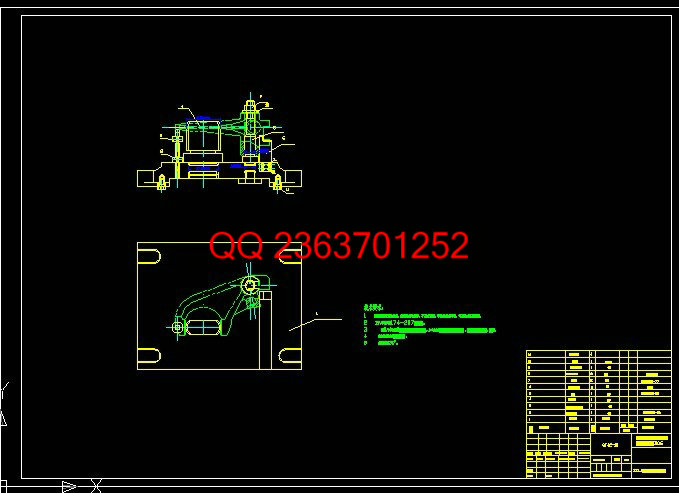
二、确定毛坯、画毛坯-零件合图(附图2)
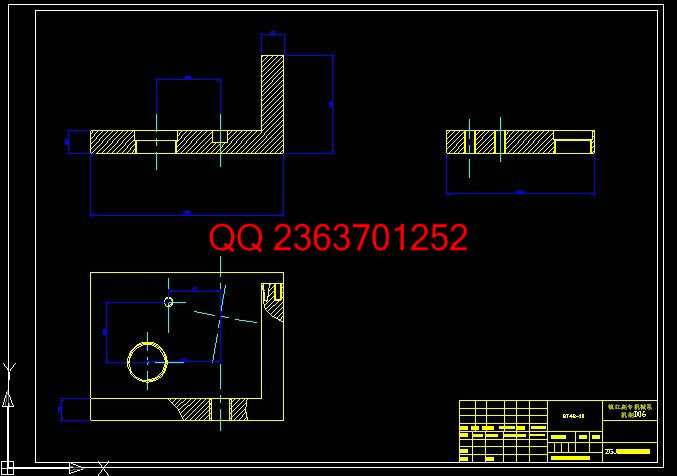
根据零件材料确定毛坯为铸件,又由题目已知零件的生产纲领为6000件/年。由参考文献[1]表1-4、表1-3可知其生产类型为中批生产,拨叉的轮廓尺寸不大而且有较多不需要切削加工的表面,所以毛坯制造选用金属模砂型机器制造铸造成形,为消除应力铸造后应安排人工时效。
拨叉属特形零件且加工过程中利用不加工表面进行定位的工序较多,故零件毛坯为精铸件。
参考文献[5]表2.3-6,该种铸件的尺寸公差等级CT9-10级。加工余量等级MA为H/G级。
选择以通过零件最高线且平行与拨叉脚对称面的平面(拨叉脚对称面)作为分型面可多件进行浇注钢液由两拨叉脚经横浇道流人,浇冒口位置分别位于M面左侧和N面右侧。
参考文献[4]表2.3-5,用查表法确定各表面的总、余量如表2-1所示。
表2-1 各加工表面总余量
加工表面 基本尺寸(mm) 加工余量等级 加工余量数值(mm) 说明
N面、R面 H 3.5 上下表面
M面、O面 6 G 2.5 拨叉脚上下端面
拨叉脚内侧面尺寸 45.5 H 3.0 拨叉脚内侧面
Φ14H8孔 Φ14 G 3.0 孔降1级,双侧加工
Φ8+0.2/0孔 Φ8 H 4.0 孔降1级,双侧加工
16+0.15/0mm 16 H 8 拨叉槽双侧加
|