|
设计描述:
文档包括:
Word版设计说明书1份,共11页,约5400字
CAD版本图纸,共4张
工序卡一套
过程卡一套
一、设计题目
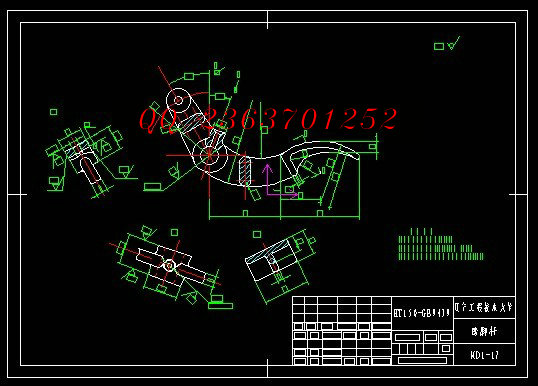
踏脚杆零件加工工艺规程及ΦM6-6H螺纹孔加工专用夹具设计
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型:大批大量生产
三、上交材料
(1) 被加工工件的零件图 1张
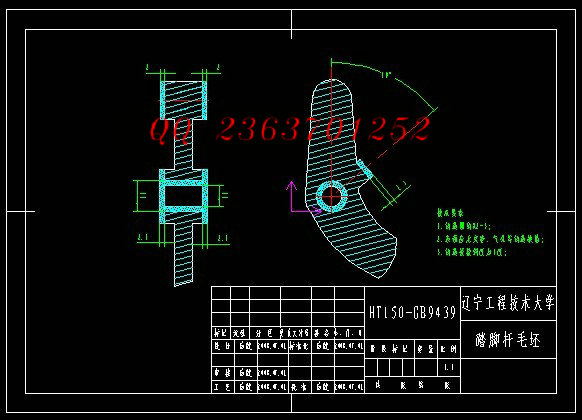
(2) 毛坯图 1张
(3) 机械加工工艺过程卡片 1张
(4) 与所设计夹具对应那道工序的工序卡片 1张
(4) 夹具装配图 1张
(5) 夹具体图 1张
(6) 课程设计说明书(5000~8000字) 1份
说明书主要包括以下内容(章节)
①目录
②摘要(中外文对照的,各占一页)
③零件工艺性分析
④机械加工工艺规程设计
⑤指定工序的专用机床夹具设计
⑥方案综合评价与结论
⑦体会与展望
⑧参考文献
列出参考文献(包括书、期刊、报告等,10条以上)
课程设计说明书一律用A4纸、纵向打印.
四、进度安排(参考)
(1) 熟悉零件,画零件图 2天
(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片 5天
(3) 工艺装备设计(画夹具装配图及夹具体图) 9天
(4) 编写说明书 3天
(5) 准备及答辩 2天
五、指导教师评语
成绩评定
采用五级分制,即优秀、良好、中等、及格和不及格。
优秀:设计方案合理并新颖,设计说明书及设计图纸规范、内容丰富。在设计过程中勤奋好学、有创新思想;
良好:设计方案合理,设计说明书及设计图纸比较规范、内容比较丰富。在设计过程中勤奋好学、有创新思想;
中等:设计方案一般,设计说明书及设计图纸欠规范、内容一般。在设计过程中比较勤奋、创新思想不明显;
及格:设计方案不完善,存在一些小错误,说明书及设计图纸欠规范、内容一般。在设计过程中勤奋精神不够:
不及格:设计方案有严重错误,设计说明书及设计图纸不规范、内容浅薄。在设计过程中勤奋好学精神不够。
摘 要
本次“踏脚杆”零件加工工艺规程及ΦM6-6H螺纹孔加工专用夹具设计历经了从零件的毛坯到机械加工工艺规程的分析,最后到了分析ΦM6-6H螺纹孔加工专用夹具设计的过程。
通过此次课程设计,对于机械制造技术基础,机械加工工艺过程分析的理解,我都有了一个很大的提高,以前只是停留于书本字面上的意思,而现在因为要自己设计夹具,自己设计加工的工艺过程,就必须对这些理论知识有一个形象的认识,通过这次课程设计,对于各加工特点及机床的优化选择上有了很大的提高;对于夹具的设计方面,从定位、夹紧、导向等各个方面有了更进一步的认识。可以说,这次设计是一次很成功的设计,并且要感谢老师对我无私的援助!
Abstract
The this time"step a feet pole" spare parts processed craft regulations and the Φ M6 -s 6 H thread bore to process an appropriation tongs' design to experience successively from the semi-finished product of spare parts to the analysis that the machine processes craft regulations and finally arrived the process that the analytical Φ M6 -s 6 H thread bore process appropriation tongs a design.
Pass this time course design, for machine manufacturing technique foundation, the machine processes the analytical comprehension of the craft process, I had a very great exaltation, before just remain in book literal sense, but now because want oneself to design tongs, oneself the design process of craft process, have to pass this course design to these understanding that the theories knowledge has an image, for each process characteristics and tool machine of excellent turned a choice to up have a very great exaltation;For the design of tongs, from the fixed position, clip tightly, direction etc. each aspect had further understanding.Can say, this design is an once very successful design, and wants to thank a teacher to unselfishly help to me!
目 录
1 踏脚杆的工艺分析及生产类型的确定 1
1.1踏脚杆的技术要求 1
1.2 审核踏脚杆的工艺性 2
1.3 确定踏脚杆的生产类型 2
2.确定毛坯、绘制毛坯简图 2
2.1 选择毛坯 2
2.2 确定毛坯的尺寸公差和加工余量 2
2.2.1 公差等级 2
2.2.2 铸件的尺寸公差及加工余量 2
2.2.3 毛坯设计 3
3.拟定踏脚杆工艺路线 4
3.1 定位基准的选择 4
3.1.1 精基准的选择 4
3.1.2 粗基准的选择 4
3.2 表面加工方法的确定 4
3.3 加工阶段的划分 5
3.4 工序的集中与分散 5
3.5 工序顺序的安排 5
3.5.1 机械加工工序 5
3.5.2 辅助工序 5
3.6 确定工艺路线 5
4切削用量、时间定额的计算(工序10和工序11) 6
4.1 切削用量的计算 6
4.1.1 工序10-钻M6螺纹孔 6
4.1.2 工序11—攻丝 6
4.2 时间定额的计算 7
4.2.1 工序10-钻M6螺纹孔 7
4.2.2 工序11—攻丝 7
4.2.3 辅助时间的计算 7
4.2.4 其他时间的计算 7
5 夹具设计 7
5.1 定位方案 8
5.2 夹紧机构 8
5.3 对刀及导向装置 8
5.4 夹具体 8
5.5 使用说明 8
6.机床夹具展望及设计体会 8
7. 参考文献 11
|