|
部分图纸预览
设计描述:
文档包括:
Word版设计说明书1份,共10页,约4100字
CAD版本图纸,共3张
工序卡片一套
过程卡一套
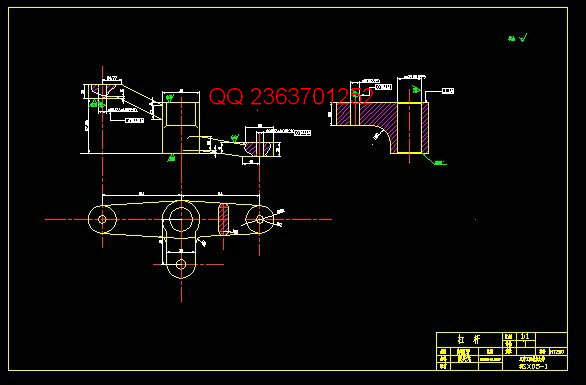
1 杠杆的工艺分析及生产类型的确定
1.1 杠杆的用途:
它的主要的作用是用来支承、固定的。要求零件的配合是符合要求
1.2 杠杆的技术要求-
按表形式将该拨叉的全部技术要求列表中
杠杆零件技术要求表
加工表面 尺寸及偏差(mm) 公差及精度等级
表面粗糙度Ra
(μm)
杠杆的轴高度54毫米圆面 54 IT13 12.。5
杠杆轴的直径40毫米上表面 40 6.3
杠杆轴的直径40毫米下表面 40 3.2
孔的直径为10毫米 10 IT7平行度为0。1A 3.2
孔的直径8毫米下表面 8 6.3
孔的直径为8毫米 8 IT7平行度为0。1A 1.6
孔的直径为8毫米的上表面 8 6.3
孔的直径为8毫米 8 IT7平行度为0。1A 1.6
如表格可知,该杠杆的各项技术要求制定的较合理,符合带零件在变速箱中的作用。
1.3 审核杠杆的工艺性
分析零件图可知杠杆的Φ25孔的轴线合两个端面有着垂直度的要求。该零件除主要工作表面加工精度均较低,不需要高竣工度机床加工,通过铣削、钻床的粗加工就可以达到加工要求;而主要工作表面虽然加工精度相对较高,但也可以在正常的生产条件下,采用较经济的刚法保质保量地加工出来。由此可见,该零件的工艺性较好。
1.4 确定杠杆的生产类型
依设计题目知:N=4000件/年,杠杆重量为1.0kg,杠杆属轻型零件。该杠杆的生产类型为大批生产。
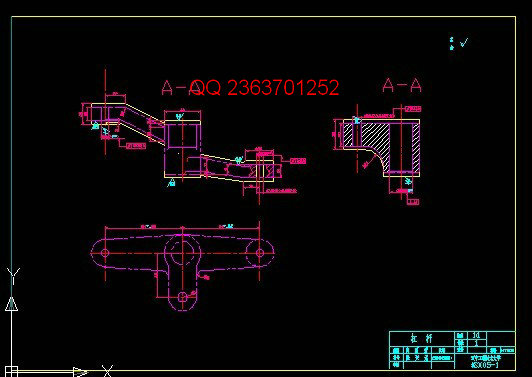
2 确定毛坯、绘制毛坯简图
2.1 选择毛坯
零件的材料HT200。考虑到零件在工作中处于润滑状态,采用润滑效果较好的铸铁。由于年产量为4000件,达到大批生产的水平,而且零件的轮廓尺寸不大,铸造表面质量的要求高,故可采用铸造质量稳定的,表面质量与机械性能均好,适合大批生产的金属模铸造。又由于零件的对称特性,故采取两件铸造在一起的方法,便于铸造和加工工艺过程,而且还可以提高生产率。
2.2 确定毛坯的尺寸公差和加工余量
要确定毛坯的尺寸公差及机械加工余量,应先确定如下各项因素。
2.2.1 公差等级
由于杠杆的功用和技术要求。确定该零件的公差等级为普通级.
2.2.2 逐渐的材料系数
已知机械加工后杠杆件的重量为1kg,由此可初步估计机械加工前铸件毛坯的重量为1.5kg。
2.2.3铸件的材质系数
由于该拨叉材料为HT200,是碳的质量分数大于0.65%的碳素钢,该铸件的采制系数属M2级。
杠杆铸造毛坯尺寸公差及加工余量
铸件的质量/kg 包容体质量/kg 形状复杂系数 材质系数 公差等级
1.5 3 S2 M2 普通级
项目/mm 机械加工余量/mm 尺寸公差/ mm 备注
宽度R15 1 2.4 -----
厚度25 1 2.6 -----
厚度10 1 2.0 -----
孔径φ10 1 2.2 ------
中心距48 1 3.2 -------
3 拟定杠杆工艺路线
3.1 定位基准的选择
定位基准有粗基准和精基准之分,通常先确定精基准,然后再确定粗基准。
3.1.1 粗基准的选择
以杠杆的直径为40毫米的轴粗基准,以两个小头孔外圆表面为辅助粗基准。
3.1.2 精基准的选择
考虑要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以粗加工后的底面直径为10毫米的孔为主要的定位精基准,以两个小头孔外圆柱表面为辅助的定位精基准。
3.2.表面加工方法的确定
根据杠杆零件图上各加工表面的尺寸精度和表面粗糙度,确定加工件各表面的加工方法如表
加工表面 尺寸精度 表面粗糙度 加工方案
直径为40毫米轴的上表面 IT8 6.3 粗铣—半精铣
直径为40毫米轴的下表面 IT8 3.2 粗铣—半精铣
直径为30毫米圆的下表面 IT11 6.3 粗铣—半精铣
直径为30毫米圆的上表面 IT9 6.3 粗铣—半精铣
φ25mm孔 IT11 1.6 钻—镗—扩孔—粗铰—精铰
φ10mm孔 IT7 1.6 钻—粗铰—精铰
φ8mm孔 IT11 1.6 钻—粗铰—精铰
φ8mm孔 IT11 1.6 钻—粗铰—精铰
3.3 加工阶段的划分
该杠杆加工质量要求较高,可将加工阶段划分成粗加工,半精加工和精加工几个阶段。
在粗加工阶段。首先将精基准准备好,使后续工序都可以采用精基准定位加工,保证其他加工表面的精度要求;先完成粗基准面粗铣,半精铣粗基准面的精洗过到要求,完成精基准面孔的钻—铰—精校的过程。
3.4 工序的集中与分散
选用工序集中原则杠杆的加工工序。该杠杆的生产类型为大批生产,可以采用万能型机床配以专用工、夹具,以提高生产率;而且运用工序集中原则使工件的装夹次数少,不但可以缩短辅助时间,而且由于与一次装夹中加工了许多表面,有利于保证各种加工表面之间的相对位置精度要求。
3.5 工序顺序的安排
3.5.1 机械加工工序
(1)遵循“先基准后其他”原则,首先加工基准—直径为8毫米的孔。
(2)遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序。
(3)遵循“先主后次”原则,先加工主要表面
(4)遵循“先面后孔”原则,先加工杠杆的表面,再加工杠杆轴孔。
3.6 确定工艺路线
在综合考虑上述工序顺序安排原则的基础上,表列出了拨叉的工艺路线。
序
号
工 序 内 容 设 备 工 艺 装 备
1 粗铣直径为25毫米的孔的上下两端面 立式铣床X51 高速钢套式面铣刀,游标卡尺,专用夹具
2 半精铣直径为25毫米孔的下端面 立式铣床X51 高速钢套式面铣刀、游标卡尺、专用夹具
3 加工直径为25毫米的孔 四面组合钻床 麻花钻、铰刀、内径千分尺
4 粗铣直径为8毫米孔的两端面 立式铣床X51 高速钢套式面铣刀,游标卡尺,专用夹具
5 半精铣直径为8毫米孔上端面 立式铣床X51 高速钢套工面铣刀,游标卡尺,专用夹具
6 钻,粗铰,精铰直径为10的孔 四面组合钻床 麻花钻,钻刀,内径千分尺
7 粗铣直径为8毫米孔的两端面 立式铣床X51 高速钢套工面铣刀,游标卡尺,专用夹具
8 半精铣直径为8毫米孔的下端面 立式铣床X51 高速钢套工面铣刀,游标卡尺,专用夹具
9 钻,粗铰,精铰直径为8毫米的孔 四面组合钻床 麻花钻、铰刀、内径千分尺
10 钻,粗铰,精铰直径为8毫米的孔 四面组合钻床 麻花钻、铰刀、内径千分尺
11 去毛刺 钳工台 平锉
12 中检 塞规、百分表、卡尺等
13 清洗 清洗机
14 终检 塞规,百分表,卡尺等
3.7 切削用量,时间定额的计算
钻,粗铰,精铰直径为8毫米的孔
3.7.1 切削用量的计算
钻孔工步
钻孔至直径7。8至7。95毫米Ra12.5um
背吃刀量为7。8毫米
进给量由表查得f=0。1mm/r
切削速度计算由表查得近似为12m/min则主轴转速算为530。8取转速不545r/min,v实际为13。35米每分钟
粗铰工步
粗铰到直径7。96至8。018毫米,Raum
背吃刀量为0。16毫米
进给量由表查得f=0.4mm/min
切削速度计算由表查得近似为2m/min则主轴转速算为80。0取n=97r /min,v 实际=2.42m/min
精铰工步
精铰至直径为8—8。015Ra1.6um
背吃刀量为0。04毫米
进给量由表查得f=0.3mm/r
切削速度计算由表查得近似为4m/min则主轴转速为159则取n=195r/min,v实际=4。90m/min
3.7.2 时间定额的计算
钻孔工步
基本时间=(15+3。8+1)/(0。1*545)=21。8秒
辅助时间=21。8*0。15=3。27秒
其它时间=21。8*0。6=1。31秒
钻孔的单件时间=21。8+3。27+1。31=26。38秒
粗铰工步
基本时间=(15+0。37+15)/(97*0。4)=47。0秒
辅助时间=47。0*0。15=7。05秒
其它时间=0。06*47。0=2。82秒
粗铰的单件时间47。0+7。05+2。82=56。87秒
精铰工步
基本时间=(0。19+15+13)/(195*0。3)=28。9秒
辅助时间=0。15*28。9=4。34秒
其它时间=0。06*28。9=1。73秒
精铰的单件时间=28。9+4。34+1。73=34。97秒
因此,加工10毫米孔的单件时间为
26.38+56。87+34。97=118。22秒
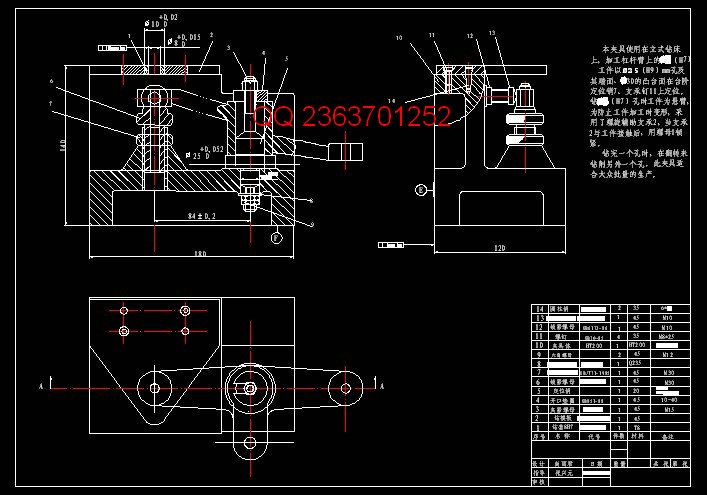
4 夹具设计
为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。并设计钻孔为8毫米夹具。本夹具将用于Z525立式钻床,刀具为高速钢麻花钻。
4.1 问题的提出
本夹具主要用来钻φ8mm孔,这个孔与上下两面三刀端面有着平行度要求。此外,在本工序加工时还应考虑如何提高劳动生产率,降低劳动强度,而其位置尺寸为自由公差,精度不是主要问题。
4.2夹具设计
4.2.1 定位基准选择
定位基准的选择
本夹具是一个专用固定式钻模,用于加工手柄座螺纹孔底孔。本工序是机械加工的最后一道工序。
本夹具没有设置加紧装置,主要是因为钻削力小,工作时只需用手扶住工件即可。
安装工件时,只要将工件手柄孔R对准定位销3,将工件沿定位块5水平推入夹具,即可进行加工。
为了提高加工效率,现决定采用手动夹紧工件快换装置,并采用固定式钻套有利于钻底孔。
4.2.2 定位误差分析
(1)加工φ8H7时孔距尺寸 84± 0.2mm的定位误差计算,由于基准重合,故 :0.015+0.2=0.215mm,0.015-0.2=-0.185mm,上下偏差为:0.215-(-0.185)=0.4mm,符合尺寸要求。
而基准位移误差为定位孔 (φ25H9 )与定位销的最大间隙,故:定位销取直径为φ25H9,尽量减少位移误差。故:25-25=0,上偏差:0.052-0.052=0mm,下偏差:0-0=0mm。其基准也符合设计要求。由此可知此定位方案能满足尺寸 84± 0.2mm的定位要求。
(2)加工φ8H7孔时轴线平行度 0.15mm 的定位误差计算,由于基准重合,故 :0.015+0.015=0.03mm
而基准位移误差是定位孔φ25H9与定位面间的垂直度误差。故 :0.052+0.052mm=0.104mm
所以有:0.03+0.104mm=0.134mm
此方案能满足平行度 0.15mm的定位要求。
4.2.3 夹具设计及操作的简要说明
本次的夹具为—工序Ⅸ:钻、粗、精铰2×Φ8(H7)小孔使尺寸达到Φ8(H7)而设计的。 本工序所加工的孔是位于Φ30凸台平面内,孔径不大,工件重量较轻、轮廓尺寸以及生产量不是很大等原因,采用翻转式钻模。
1、 确定设计方案
这道工序所加工的孔在Φ30凸台平面上,且与土台面垂直,平行度△A=0.1。
根据工件结构特点,其定位方案有:
工件以Φ25+0.052mm 孔及端面和水平面底、Φ30的凸台分别在台阶定位销、支承钉上实现完全定位。钻Φ8(H7)mm孔时工件为悬臂,为防止工件加工时变形,采用了螺旋辅助支承,当辅助支承与工件接触后,用螺母锁紧。
2 、选择定位元件
(1)选择带台阶面的定位销,作为以φ 25H9孔及其端面的定位元件。定位副配合取 。
(2)选择可调支承钉为φ8(H7)孔外缘毛坯一侧防转定位面的定位元件 ,用锁紧螺母将其锁紧,防止在加工孔时出现扭转,限制工件六个自由度。为增加刚性,在φ8(H7)的端面增设一螺旋辅助支承,辅助支承与工件接触后,用螺母将其锁紧。
3、计算夹紧力并确定螺杆直径
参考文献(机械加工工艺手册),因夹具的的夹紧力与切削力方向相反,实际所需夹紧力 与切削力F之间的关系为:
=KF,式中的K为安全系数。由参考文献得,当夹紧力与切削力方向相反时,取K=3。
由前面的计算可知F=1279N。所以, =KF=1279×3N=3837N,由此可以知道,选择一个M30的螺旋辅助支承。一是为了承受切削力的冲击,二是为了防止工件在加工时变形,因为钻φ8(H7)孔时,工件为悬臂。
|