|
���������
�ĵ�����:
word��˵����һ��,59ҳ,18000������.
CAD�汾ͼֽ����10��:
���տ�һ��
���̿�һ��
��е���칤�ռ��о�
�γ����ָ����
һ���γ����������
��Ŀ����� �ͷ��� ����Ļ�е�ӹ����չ��
����ع����ר�û����оߡ�
���Ҫ������ʹ�ü��������(������ѡ)���������
��1�� ë��ͼ�������ë����ͼ��һ��(3��4��ͼCAD��ͼ���ֹ�ͼΪ2��)2
��2�� �ؼ������е�ӹ����չ�̿�Ƭһ��(4��ͼ��CAPP��ͼ)1
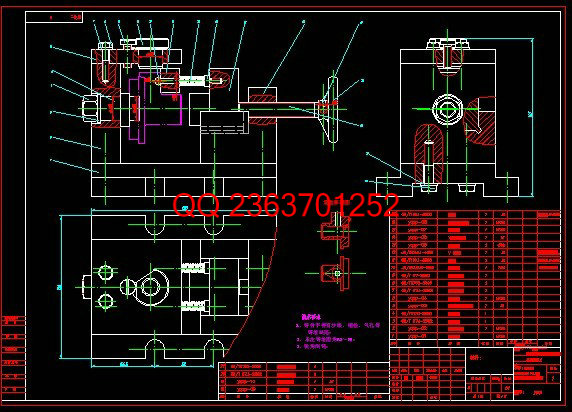
��3�� ָ������о�װ��ͼһ��(2��3��ͼ��CAD��ͼ��ƴ��)1
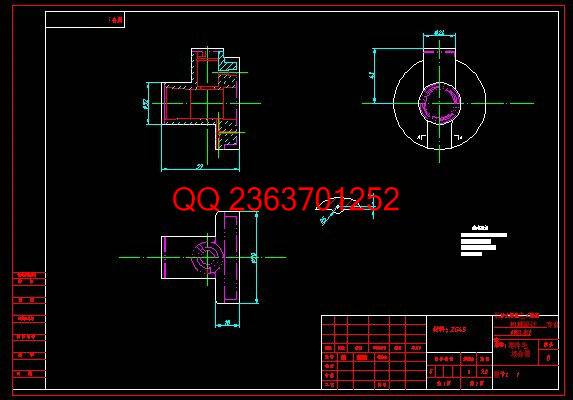
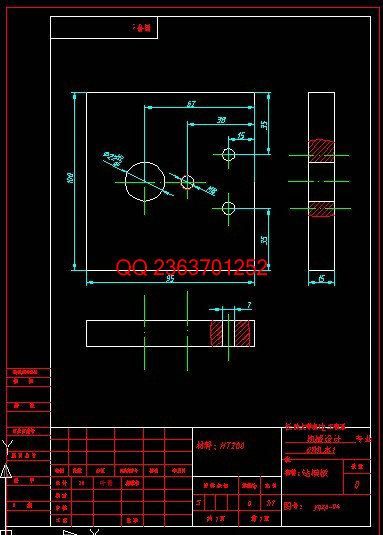
��4�� �о߲������ͼ1��2��(ͼ���Զ�)1
��5�� ���˵����(һ�ݣ�>10ҳ������С4���֣�����ͼ)
��6�� �о�3Dװ��Ч��ͼһ��(3��4��ͼ������Ⱦ)1
���Ͼ�������������潻������ϣ��������̴��顣
ԭʼ���ϣ������ͼ��һ�ţ������Ϊ6000����
�����γ����ָ��
(һ)��Ƶ�Ŀ��
���γ��������ѧ���˻�е���칤�ռ��о���ƿγ̣�������������ʵϰ�Ļ����Ͻ��е�һ����ѧ���ڣ���Ҫ��ѧ��ȫ����ۺ����ñ��γ̼����й����γ̵����ۺ�ʵ��֪ʶ����������ӹ����չ�̵���ƺͻ����оߵ���ƣ���Ŀ�����ڣ�
1.����ѧ�����û�е���칤��ѧ���йؿγ�(���̲������ȴ�������е��ơ������뼼��������)��֪ʶ���������ʵϰ��ѧ����ʵ��֪ʶ�������ط����ͽ���������⣬�����߱����һ���еȸ��ӳ̶�����Ĺ��չ�̵�������
2.�ܸ��ݱ��ӹ�����ļ���Ҫ�����üо���ƵĻ���ԭ���ͷ�����ѧ���ⶩ�о���Ʒ�������ɼо߽ṹ��ƣ���߽ṹ���������
3.����ѧ����Ϥ������CAD��CAPP����Լ���ѯ�ֲᡢ�淶��ͼ���ȼ������ϵ�������
4.��һ������ѧ��ʶͼ����ͼ������ͱ�д�����ļ��Ȼ������ܡ�
(��)���Ҫ��������
�������Ҫ�����һ���еȸ��ӳ̶�����Ļ�е�ӹ����չ�̣�����ʦָ���������������һ�������ר�üоߣ���д���˵���顣ѧ��Ӧ�ڽ�ʦָ���£�����ָ����Ĺ涨������ء��мƻ��ذ�ʱ�������������Ը����̬�ȶԴ��Լ������ļ������������ݺͼ�������ע��������ʵ���Ľ�ϣ�����ʹ��������ڼ��������Ƚ��ģ��ھ������Ǻ����ģ����������ǿ��еġ�
�����������£�
(1)ȷ����������(һ��Ϊ�������������)����������й��շ�����
(2)ѡ��ë�����༰���췽��������ë��ͼ(�����ë����ͼ)��
(3)����CAPP�����ⶩ����Ļ�е�ӹ����չ��̣�ѡ�������ӹ��豸������װ��(���ߣ��оߣ����ߣ�����)��ȷ����������������������ߴ硣
(4)��дָ������Ĺ���Ƭ������Ƹù����ר�üоߣ�����װ����ͼ����Ҫ���ͼ1��2��
(5)д���˵���顣
(6)����CAD��������ר�üоߵ�3Dװ��ͼ�����Ƽо�Ч��ͼ��
Ŀ¼
ժҪ 6
��1�¡�����ķ��� 7
1.2����Ĺ��շ��� 7
1.2.1�ԡ�22�LΪ���ĵļӹ����� 7
1.2.2�ԡ�16H10Ϊ���ĵļӹ����� 7
1.3ȷ��ë�� 8
1.3.1 ����� 8
1.3.2 �����ߴ繫�� 8
1.3.3 ������е�ӹ����� 8
1.4�����ѡ�� 9
1.4.1�ֻ���ѡ�� 10
1.4.2������ѡ�� 10
1.5�ƶ�����·�� 10
1.5.1����ӹ�������ȷ�� 10
1.5.2�ӹ��εĻ��� 11
1.5.3����ļ������ɢ 11
1.5.4�����˳���� 12
1.5.5����·�߷���һ 12
1.5.6����·�߷����� 12
1.5.7����·�ߵıȽ������ 13
1.6��е�ӹ�����������ߴ缰ë���ߴ��ȷ�� 14
1.6.1��Բ���棨��63�L�� 14
1.6.2��Բ���������߳��ȷ���ļӹ���������63�L���桢��32�L���棩 14
1.6.3�ס�16�L 14
1.6.4��Բ���棨��24�L�� 14
1.6.5ϳȱ�ڣ���16�L�� 14
1.7ȷ�����������ͻ�����ʱ 14
��2�¡������ͷ���φ10.5����ļо���� 27
2.1������� 27
2.2��λ���Ͷ�λ������ѡ�� 27
2.3�������Ϳ��������� 28
2.4������� 28
2.5�Ե�װ�� 29
2.6�о���Ƽ������ļ�Ҫ˵�� 29
2.7 ���Ƽо�����ͼ 29
2.8����ĵ���� 30
��3�¡��ͷ�����Φ3Φ5��ר�üо���� 33
3.1 ȷ����Ʒ��� 33
3.2 ������������,���������ٶ�v����̨ÿ���ӽ�����F 33
3.3 ѡ����ͷĥ�۱����ö� 34
3.4 ����ʱ�� 34
3.5 ��λ���ķ��� 34
3.6 ����˵�� 34
3.7 ����ĵ���� 35
��4�¡��ͷ���Բ����φ2mm����ļо���� 37
4.1 ������� 37
4.2 ����ѡ��Ƚ� 37
4.3 ���������н����ļ��� 37
4.4 ��λ���ķ��� 38
4.5 �н�Ԫ��ǿ��У�� 38
4.6 �о߲�����Ƽ�����˵�� 39
4.7 �оߵ��Ż���Ƽ������Է��� 39
4.8 ����ĵ���� 40
��5�¡��ͷ���ϳ135°ȱ��ר�üо���� 42
5.1 ȷ����Ʒ��� 42
5.2 ������������ 42
5.3 ����ÿ�ݽ�����Fz 42
5.4 ѡ��ϳ��ĥ�۱������ö� 42
5.5 ���������ٶ�v����̨ÿ���ӽ�����Fmz 42
5.6 ��������� 43
5.7 ����ʱ�� 44
5.8 ��������������� 44
5.9 ��λ���ļ��� 45
5.10 ����˵�� 46
5.11 �оߵ��Ż���Ƽ������Է��� 46
5.12����ĵ���� 47
��6�� ����� 49
��¼��
����һ���ͷ����ӹ����������̹��տ�
��������������ӹ����տ�
��ͼһ��ë��ͼ�����ë����ͼ
��ͼ����������о�Ч��ͼ
��ͼ����������о�װ�估���ͼ
ժҪ
����ҵ�������ǻ�е����ҵ�ڲ�Ʒ���������а����ض����գ�������������ģ��Σ�����Ҫ�����Ĺ���װ����������ҵ��Ʒ�������������ʡ��ɱ����빤��װ���йء����Ų�������״������ִ�����ҵ�еĹ㷺Ӧ�ã���α�֤��������ļӹ����Ⱦ��Ե���Ϊ��Ҫ��
���ογ����ͨ������ע�����ͷ�������Ľṹ�ص�ͼӹ�Ҫ���ƶ���һ�Ϻ����ļо���ƣ��Ӷ�Ϊ��֤������ļӹ����Ƚ��ṩһ�־���ʵ�õĹ���װ��������һ����ʵ�ü�ֵ�����ڼо������˵������Ҫ�ľ��Ƕ�λ���н�������ȷ����ͨ���Ը��ֶ�λ�н�װ�õķ����Ƚϣ�ѡ�������һ���ܹ�����ӹ�Ҫ��ģ��ֱȽϼ���װ�á�ͬʱ��ͨ����һϵ�ж�λ���ͼн����ļ��㣬��֤�˸�����ļӹ��ǿ��Ա�֤��Ҫ��ľ��ȵģ����ļӹ�����ڹ涨�ķ�Χ�ڡ�ͨ���н����ļ��㣬Ҳ��֤������ڱ��н���ǰ���£����ܵ��ļн���Ҳ����������о������Ҫ��ļ�Ҫ��֤һ���ļн�����ʹ�����ڼӹ������з���λ�ƣ���ͬʱ�ֲ��ܹ�����ʹ�����������Ρ�
�ؼ��ʣ�����װ�����о���ơ���λ���н�
|