|
设计描述:
文档包括:
word版说明书一份,19页,7600字左右.
CAD版本图纸,共4张:
工艺卡一套
过程卡一套
一、设计题目
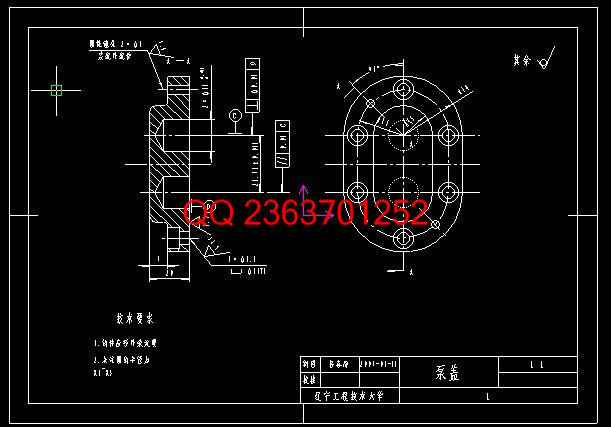
泵盖零件的机械加工工艺规程及工艺装备设计(钻盲孔 )
二、原始资料
(1) 被加工零件的零件图 1张
(2) 生产类型:中批或大批大量生产
三、上交材料
(1) 被加工工件的零件图 1张
(2) 毛坯图 1张
(3) 机械加工工艺过程综合卡片(参附表1) 1张
(4) 与所设计夹具对应那道工序的工序卡片 1张
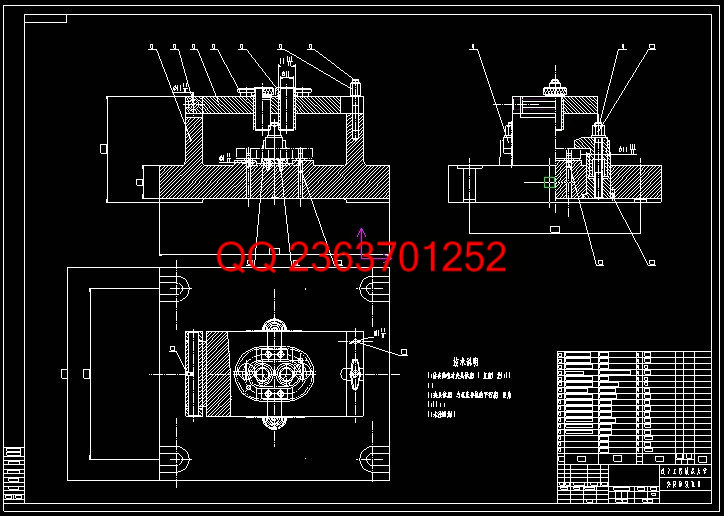
(4) 夹具装配图 1张
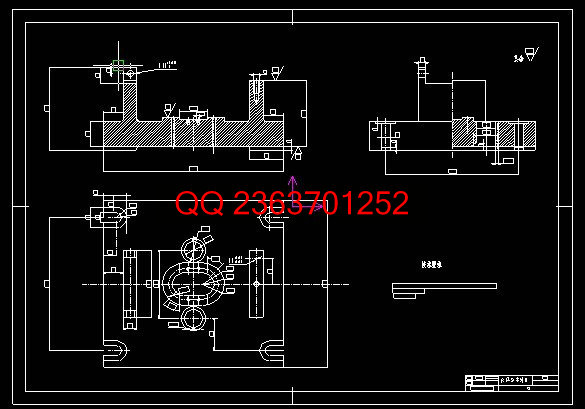
(5) 夹具体零件图 1张
(6) 课程设计说明书(5000~8000字) 1份
四、进度安排(参考)
(1) 熟悉零件,画零件图 2天
(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片 5天
(3) 工艺装备设计(画夹具装配图及夹具体图) 9天
(4) 编写说明书 3天
(5) 准备及答辩 2天
五、指导教师评语
日 期
摘 要
本课程设计主要内容包括齿轮油泵泵盖的加工工艺过程设计和钻 盲孔的专用夹具设计,在课程设计过程中完成了零件图、毛坯图、夹具体装配图和夹具体零件图的绘制及说明书的编写。
泵盖零件结构较简单,而且为铸件,外表面为要求较高精度要求,铸造即可满足,与其它接触面处的端面精度要求较高,需要经过粗车、半精车加工,保证密封配合性。
本次设计针对 盲孔的加工难度设计了一套专用夹具,采用一面两孔的定位方式来满足定位要求,又通过夹紧装置保证加工过程中不会产生较大误差。其中间过程对夹紧装置进行了受力分析,保证了夹紧的可靠性。
综上所述为本次课程设计的主要内容及设计过程
Abstract
The main contents of the curriculum design, including gear oil pump cover process design and process of blind hole drilling special fixture design in the curriculum design process was completed parts map, blank map of the specific folder and the folder assembly of specific parts and the manual mapping preparation.
Pump parts to build a simpler structure, but also for the casting, the outer surface of the requirements for higher precision, casting can be met, contact with other Department of the higher-end precision, cars need to go through thick, semi-refined car processing, to ensure that sealed with sexual.
The design for the blind hole of the processing difficulty of the design of a special fixture, using a two-hole position to meet position requirements to ensure through clamping device processing will not produce large errors. Intergovernmental process in which a clamping device for mechanical analysis, to ensure the reliability of the clamp.
To sum up this meeting the main contents of the curriculum design and the design process
目录
1零件的工艺性分析 1
1.1 零件的用途 1
1.2 零件的技术要求 1
1.3 审查零件的工艺性 1
2零件毛坯的确定 2
2.1零件的生产类型 2
2.2毛坯的种类和制造方法 2
2.3零件各表面的加工方法 3
2.4各工序间加工余量 3
2.5确定毛坯尺寸 4
3机械加工工艺规程设计 4
3.1拟定工艺路线 4
3.2 孔 切削用量的计算 5
3.3 基本工时的计算 6
3.4 制订 工序卡片 8
4 孔的专用夹具设计 8
4.1 定位方案的设计 8
4.2定位误差分析与计算 9
4.3导向元件设计 10
4.4夹紧装置的设计 10
4.5 夹具结构设计及操作简要说明 11
5 方案综合评价与结论 11
6体会与展望 12
参考文献 13
|