|
���������
�ĵ�����:
���word�汾˵����һ�ݣ���18ҳ��Լ7800��
���տ�һ��
CAD�汾ͼֽ����4��
Ŀ ¼
ժҪ …………………………………………………………………………………2
Ӣ��ժҪ……………………………………………………………………………2
1���� �� �� �� �� ………………………………………………………………3
1.1���������…………………………………………………………………3
1.2����Ĺ��շ��� …………………………………………………………3
2��ȷ��ë������ë��ͼ…………………………………………………………4
3�����չ����� …………………………………………………………………4
3.1��λ����ѡ��……………………………………………………………5
3.2�ƶ�����·��………………………………………………………………6
3.3ѡ��ӹ��豸�������У�����……………………………………………9
3.4�ӹ�������� ……………………………………………………………10
4���о���� ………………………………………………………………………12
4.1�о���Ʒ������� ………………………………………………………12
4.2�о߽ṹ��Ƽ��� ………………………………………………………13
4.3�о�ʹ��˵�� ……………………………………………………………13
5�����С�� ………………………………………………………………………14
6���ο����� ……………………………………………………………………16
7����л ……………………………………………………………………………17
ժҪ
��ͨ�����û�е���칤��ѧ�γ��еĻ��������Լ�������ʵϰ��ѧ��ʵ��֪ʶ����ȷ�Ľ��һ������ڼӹ������еĶ�λ.�н��Լ�����·�߰���.���ճߴ�ȷ�������⣬��֤����ļӹ�����
ѧ��ʹ��ͼ�������Լ��ֲᣬ�����뱾������йصĸ������ϵ����ƣ��������ܹ������������á���ˣ��������ǵĴ�ѧ������ռ����Ҫ�ĵ�λ�����Ҹ��˶��ԣ���ϣ����ͨ����ογ���ƶ��Լ�δ�����µĹ�������һ����Ӧ��ѵ�������ж����Լ��������⣬��������������Ϊ���μӹ�������һ�����õĻ����������������ޣ���Ƶ��п��ܻ��в���֮���������λ��ʦ��������ָ����
1 �� �� �� �� ��
1.1 ���������
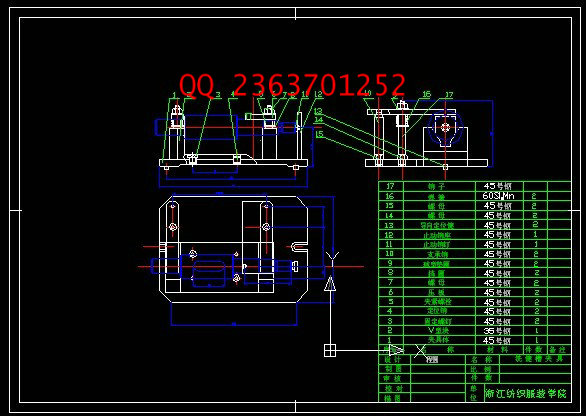
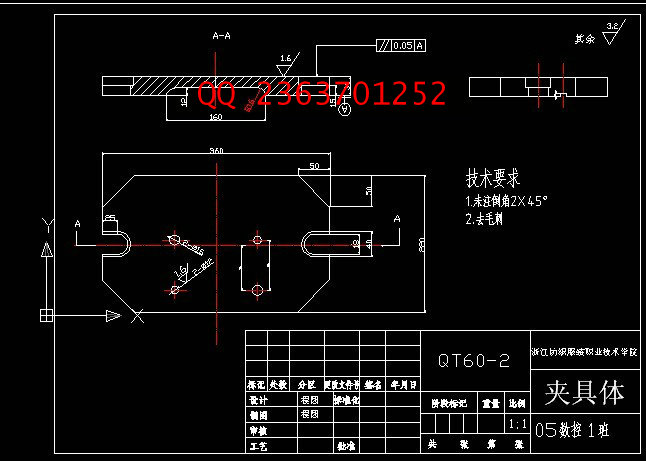
��Ŀ�����������������������ų����ᣩ�����ǻ�е�豸�����֧�ŵ���Ҫ���֮һ��������Ҫ������ֱ��֧�Ż�ת�������ʵ�ֻ�ת�˶�������ת��Ͷ���������֣����֣��綯����ת�ӣ�ϳ���ȸ�������ת�˶�������������밲װ�����ϣ�����ʵ�����ǵĹ��á����ų������������ʹ��������á��ɸ�ͼ1��֪�����ų������һ��ϳ�м��ۣ�����������������ʹ�ã�һ�˹���б���֣�������������ϴ�����
1.2����Ĺ��շ���
�ɸ�ͼ1��֪���������Ϊ20CrMnTi�����ֲ��Ͼ�����̼����ǿ�ȴ��нϸߵ���ĥ�ԣ���������������е��غɵ���ĥ�����
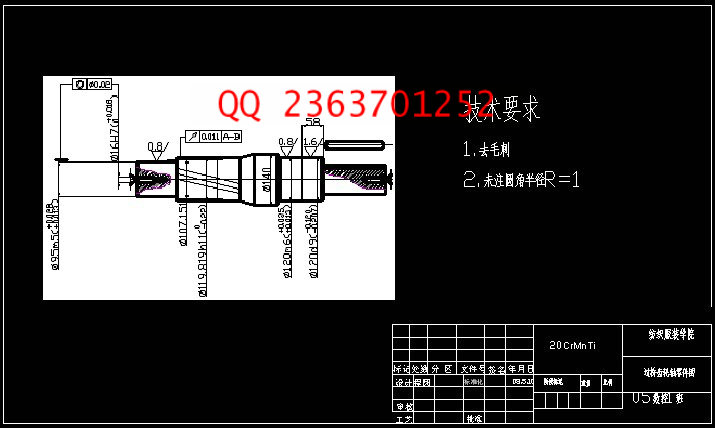
������ϵ���Ҫ�ӹ���Ϊ��Բ�桢���ۡ�б���ֺ�������Ҫ���Ŀף�φ16H7 ��ΦM12-6H����ȼ�����Ҫ�����ͼ1��
ѡ��λ��ʱ����Բ��λ�ù�����û�ͳһԭ��ȫ���Թ����������Ŀ�λ ��ͬʱҲΪ�˱�֤����Բ����״��λ�ù������Ĵּӹ������У�����ʯ������ĥ���Ŀף����Ŀı���ֲڶ�Raֵ��μ�С������ҲҪ�����ߡ�
Ϊ�˴ﵽ��ľ���Ҫ������������ë���ĸ�ӳ�������Ϊ�ֳ���������ĥ����
�����Բ�Ĵֲڶ�Ҫ��ͳһ���ڼӹ������п��ǵ�ʱ���ԭ���ȼӹ�����͵ȼ�Ҫ��3.2����������ĥ�ﵽ0.6����б���ֶ�����Բ����ȼ�Ϊm5�����۶���Բ����ȼ�Ϊm6��
�вο�����[1]���йط���Ϳӹ��ľ��þ��ȼ������ܴﵽ��λ�þ��ȿ�֪����������Ҫ���ǿ��Դﵽ�ģ�����Ľṹ������Ҳ�ǿ��еġ�
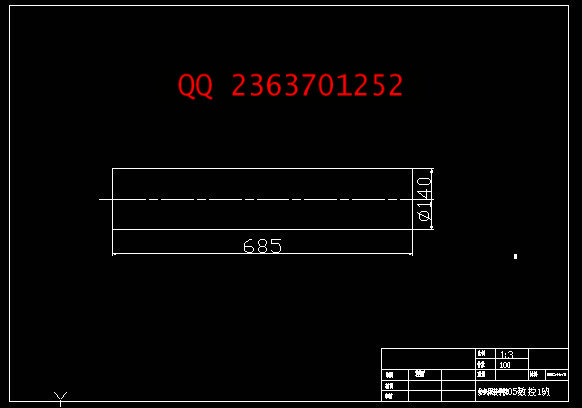
2��ȷ��ë��
�����������ȷ��ë��Ϊ�֡�����φ140��20CrMnTi��L=685mm��������Ŀ��֪�������������Ϊ100�����ꡣ����֪�ɵø������������60�K���ɲο�����[1]��1-2�ӹ�������������ͣ���1-3��ͬ��е��Ʒ����������Ա����֪������������ΪС����������
�������ԭͼֽ��֪��б������Ҫ�������α������»ػ���������Ӳ�ȣ�HRC58-62,�IJ�Ӳ�ȣ�HRC32-40,��̼��ȣ�1.2-1.6��
�ο�����[2]����1-27��������Ļ�е�ӹ�������mm����֪������ֱ������80��120mm ���ڴּӹ���������Ϊ2.6mm���뾫�ӹ���������Ϊ0.5mm��������Ϊ0.3mm.
�ο�����[1]��5-1��Բ�ӹ��и��ּӹ������ļӹ����þ��Ⱥͱ���ֲڶȿ�֪���뾫�����Դﵽ�ı���ֲڶ�Ϊ2.5��10�ף��������Դﵽ1.25��10�ף��뾫ĥ���Դﵽ0.63��2.5�ס�
|