 |
|


|
设计名称 |
CA6140车床拨叉[831008] 工艺及铣47度斜面宽10mm夹具设计 |
 |
|
设计编号 |
12 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
7600字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2014.2.12 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括: CAD版本图纸,共4张
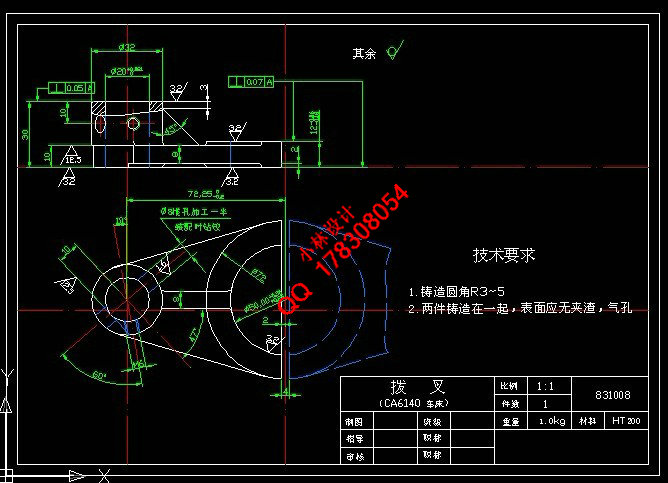
一、零件的分析 的要求工作,获得所需的速度和扭矩的作用。零件上方的Φ20孔与操纵机构相连,二下方的Φ50半孔则是
用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。
是拨叉需要加工的表面以及加工表面之间的位置要求:
小头孔上端面与其中心线的垂直度误差为0.05mm。 要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,
所以根据上述技术要求采用常规的加工工艺均可保证。 ,故选择木摸手工砂型铸件毛坯。查《机械制造工艺设计简明手册》第41页表2.2-5,选用铸件尺寸公差等
级为CT-12。 的铸件机械加工余量,铸件的分型面的选用及加工余量,如下表所示: |
|
部分图纸 截图 |
   |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
