 |
|


|
设计名称 |
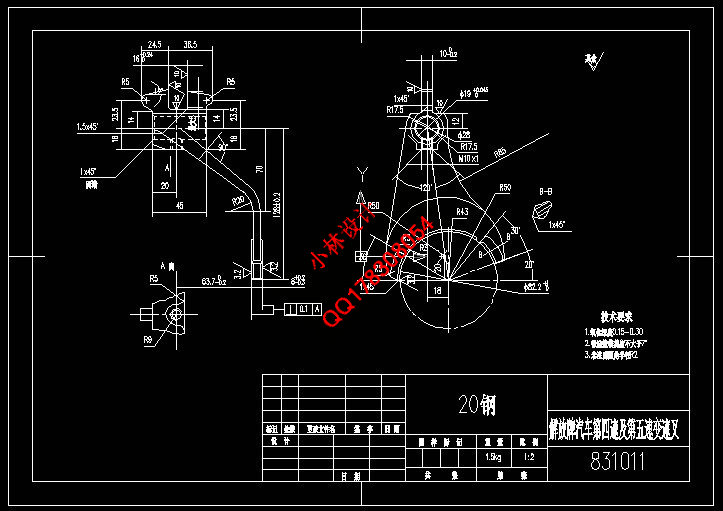
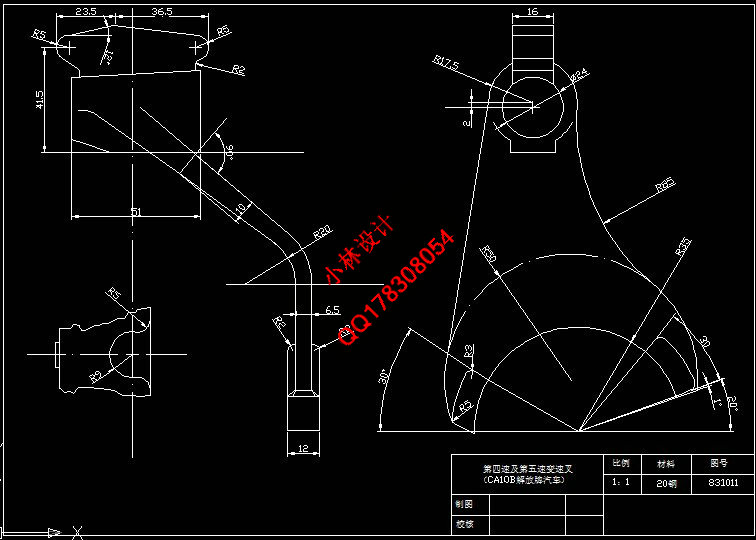
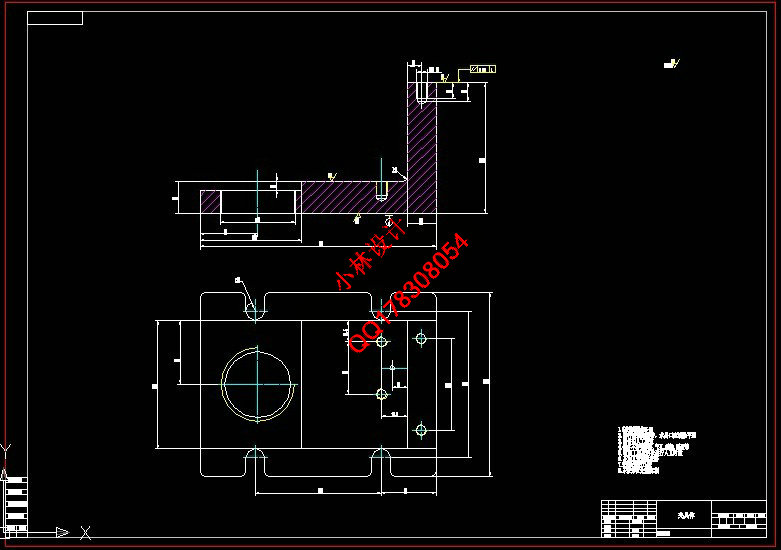
解放牌汽车第四速及第五速变速叉加工工艺及钻φ19孔夹具设计[A型 |
 |
|
设计编号 |
K132 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
7700字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2014.6 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
设计总说明 。首先由加工零件的分析到确定加工零件的毛坯,再到拟定加工工艺路线,最后设计钻床专用夹具 ,该夹具是用于加工Φ19 孔。其中对加工Φ19 孔的工序的做出了具体的分析和计算,首先是采用 高速钢麻花钻钻Φ18.5孔,其次是用专用特制Φ19的铰刀进行铰孔,直到达到精度要求Φ19 为止 ,最后是锪孔Φ19mm两端面和倒角,同时也对Φ19的加工余量、工序尺寸和公差做出了准确地计算 ,同时也对该孔做了详细的切削用量、时间定额的计算。因而,加工Φ19 是加工该零件的重要工 序,该孔的精度要求很高,对后面的工序息息相关,因此必须对该孔的加工工序做详细的分析。 关键字:精度高;夹具设计;工序
目录 |
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持!