 |
|


|
������� |
�����������ӹ����ռ�����ͬ��о���� |
 |
|
��Ʊ�� |
T234 | |
|
������� |
AutoCAD, Word | |
|
�������� |
���Ҳ�ͼƬ | |
|
˵������ |
11000�� | |
|
ͼֽ���� |
���Ҳ�ͼƬ | |
|
�Ƽ�ָ�� |
�ϸ� | |
|
�۸� |
�۸��Ż��� | |
|
�������� |
2014.6 | |
|
������ |
�� | |
|
�������� |
<�鿴��ι���վ���> |
|
��Ƽ�� |
�ĵ�����:
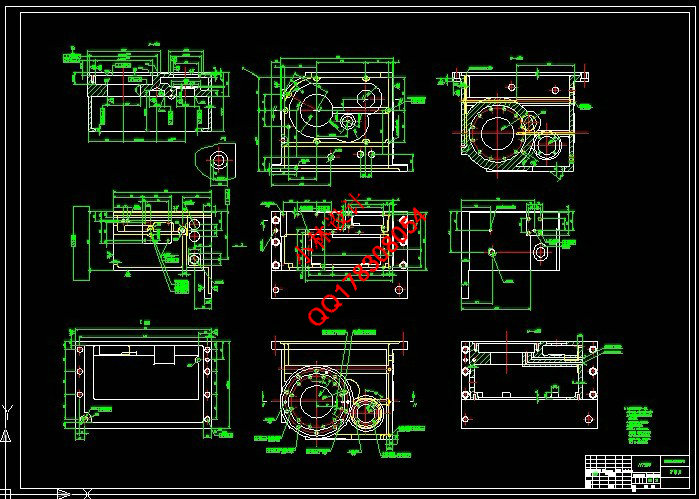
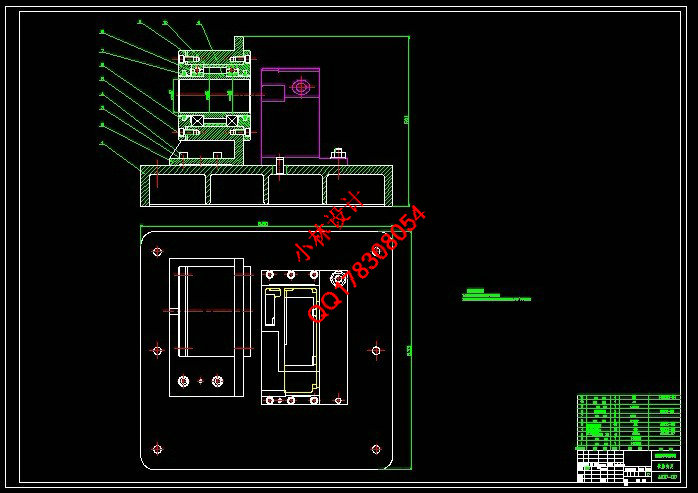
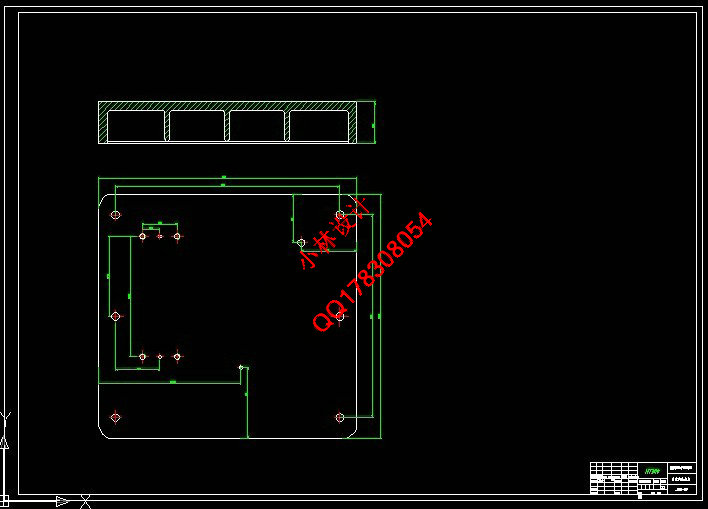
ժ Ҫ ������ļӹ����ա���ȷ�Ķ�λ�������о�����ֱ�ӵĹ�ϵ�������Ĺ��չ����Ƽ��о���ƶ��ڱ� ֤����ļӹ����ȣ����̸���ʱ�䣬����Ͷ������ʣ����������ɱ���������ӹ����˵��Ͷ�ǿ�Ⱥ�
���ͶԹ��˵ļ���Ҫ������ʮ����Ҫ�����塣 ���ȶԸ���������ü��ṹ���ս�����ȫ��ķ���,�ڴ˻������ƶ��ӹ�����·��,ȷ�������Ʒ��� .��ζԼӹ������е�����������������ʱ�����꾡�ļ���.���Ի���ר�üо߽������,��У��,ȷ
���н��ɿ�,�ɰ�ȫ����.
Ŀ¼ |
|
����ͼֽ ��ͼ |
   |
|
˵��: |
�����˽Ȿ��Ƶľ�����ϸ��Ϣ����ϵ��վ�ͷ���˵�����ĸ���ƣ���ţ��ĸ���ϸ����,���ǽ�Զ�̻��ͼ�����ۿ�. ��е��ҵ���|���� |

| [Ҫ��PR��2,�ٶ���¼��1000ҳ;��ϵQQ:178308054] |
Powered by С�ֻ�е�����̳� © 2013-2020 All Rights Reserved. �ͷ�QQ:178308054
ϲ��www.xiaolinbysj.com���������QQ�ϵ�5λ���ѣ���л����֧�֣� ��ICP��2021006205��-1
