 |
|


|
设计名称 |
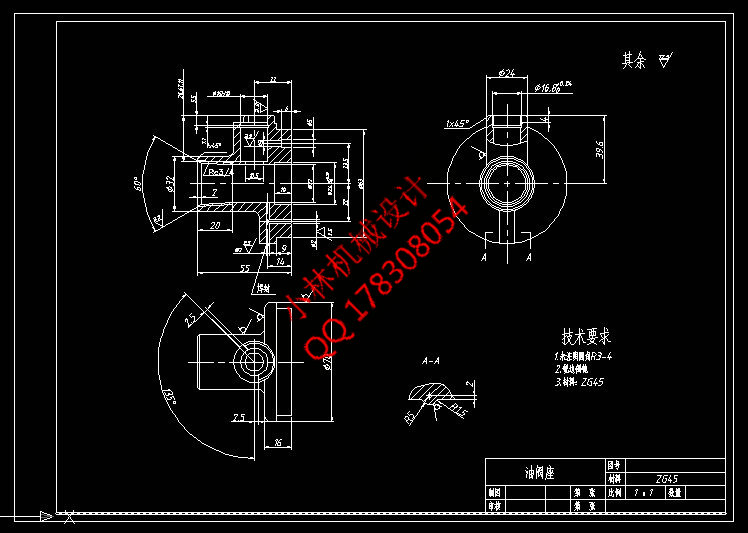
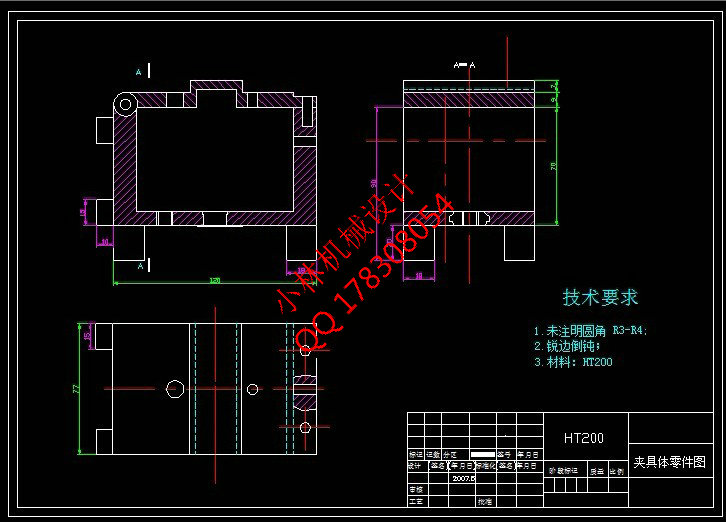
油阀座加工工艺及钻Ф5-Ф3,2-Ф2孔夹具设计 |
 |
|
设计编号 |
14 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
9700字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
||
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
CAD版本图纸,共5张 摘 要 制造业中尤其是机械制造业,在产品生产过程中按照特定工艺,不论其生产规模如何,都需要种类繁多的工艺装备,而制造业产品的质量、生产率、成本无不与工艺装备有关。随着不规则形状零件在现代制造业中的广泛应用,如何保证这类零件的加工精度就显得尤为重要。本文通过分析注油器油阀座零件的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。对于夹具设计来说,最重要的就是定位、夹紧方案的确定。通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置。同时,通过对一系列定位误差和夹紧力的计算,验证了该零件的加工是可以保证其要求的精度的,它的加工误差在规定的范围内。通过夹紧力的计算,也验证了零件在被夹紧的前提下,它受到的夹紧力也并不大,满足夹具设计所要求的既要保证一定的夹紧力不使工件在加工过程中发生位移,但同时又不能过大致使工件发生变形。 关键词:工艺装备,夹具设计,定位,夹紧 Abstract In the manufacturing sector in particular, mechanical manufacturing, products in the production process in accordance with the specific process, regardless of their scale of production, requires a wide range of process equipment, manufacturing and product quality, productivity, cost and process all the relevant equipment. With the irregular shape of the parts in the modern manufacturing industry in a wide range of applications, how to ensure that this type of precision machining of parts is particularly important. Through analysis of the oil-seat oiling parts of the structure and characteristics of the processing requirements of the development of a more reasonable fixture design, so as to guarantee the precision machining of parts will provide an economical and practical technology equipment, has some practical value. The fixture design, the most important thing is positioning, clamping identification program. By targeting a variety of clamping devices analyzed and compared, and choose a combination of both to meet the demands of processing, and the relatively simple device. At the same time, through a series of clamping force and positioning errors of calculation, parts of the verification process is required to ensure its accuracy, its error in the processing requirements. Clamping force through the calculation, but also to verify the parts in the clamp on the premise of it by the clamping force is not large, the fixture design to meet the required not only to ensure a certain degree of clamping force not to work during processing Shifted, but at the same time, not too much work led to deformation occurred. Key words: technology equipment, fixture design, positioning, clamping
|
|
部分图纸 截图 |
   |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
