 |
|


|
设计名称 |
双头铆接机设计 |
 |
|
设计编号 |
G120 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
5000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.9.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
文档包括:
一、冷碾铆接法的基本原理及工艺特点: 二、冷碾铆接法同传统铆接法的工艺特性对比: 1. 冷碾所需摆碾力极小,仅为锤击、冲压等铆接方法的1/10~1/15,因为本人单位的铆接方式是铆杆对铆钉施压,其压力越靠近轴的中心越大,而冷碾铆接法是以连续的局部变形使铆钉成形,其所施压力离铆钉中心越远越大,这恰恰符合材料变形的自然规律,因此采用冷碾铆接设备所需吨位极小,节省费用。 2. 冷碾铆接法使铆钉的变形顺从金属的自然流向,不会降低材料的缺口冲击韧性和延展性,减小了在铆钉墩头周围出现切向拉应力过高的危险,铆后材料无折断纤维流能提高铆钉的承载能力。冷碾铆接法所产生的连接强度约高于冲压铆接80%,冷碾后铆头几乎无弯曲鼓肚,墩粗等变形现象,同时与铆钉相连的工件毫无变形,而用冲压铆接由于轴侧施压,冲击绽开,上述缺陷较为明显。 3. 冷碾铆接法,铆头在铆钉上作纯滚动而无滑动,铆钉成型后的表面粗糙度仅取决于铆头,而铆头表面粗糙度非常容易保证,可以做到很高。 4. 采用冷碾铆接法时,几乎无噪声,无振动,而现有的冲压铆接噪声较大,超过90分贝。 5. 冷碾铆接机操作方便,设备安全保护装置可有效保护人员。
6. 使用冷碾铆接机时,由于铆钉材料具有较好的形变性能,铆杆不会出现质量问题,寿命较高,同时只要改变铆头形状,就可铆接各种形状,只要制作合适的铆头,即可铆接以下各种形状,如扁平型、沉头型、圆弦型、碗型,方便于未来实现通用化。 7. 劳动强度大为降低。
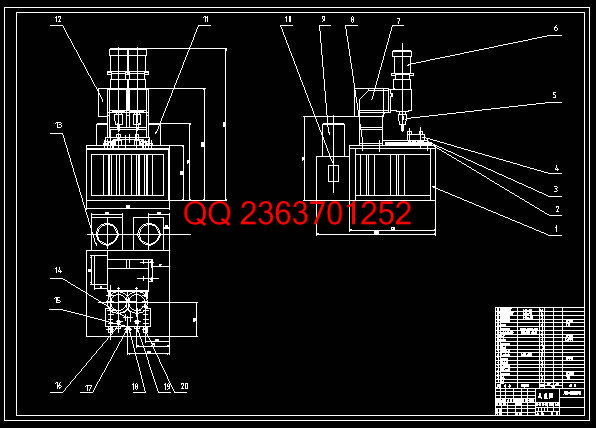
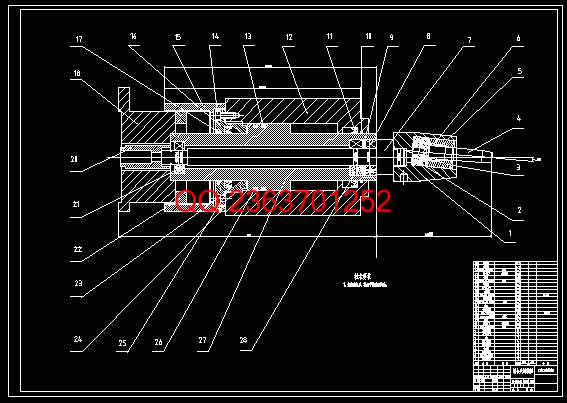
铆接机按其原理可分为摆碾式和径向式两大类。 三、由于产量的日益提高,为了加快生产速度提高生产效率,本设计使用两个铆头同时进行冷碾铆接。
四、方案设想: |
|
部分图纸 截图 |
   |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
