 |
|


|
设计名称 |
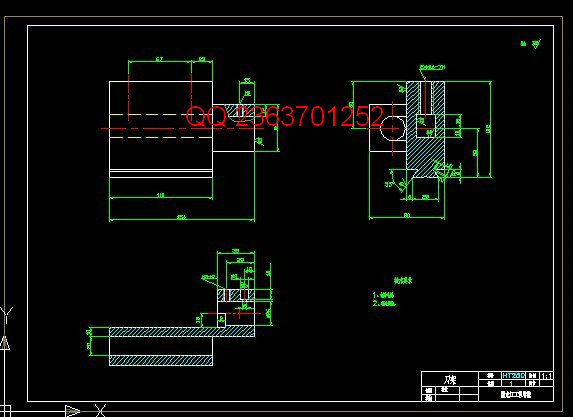
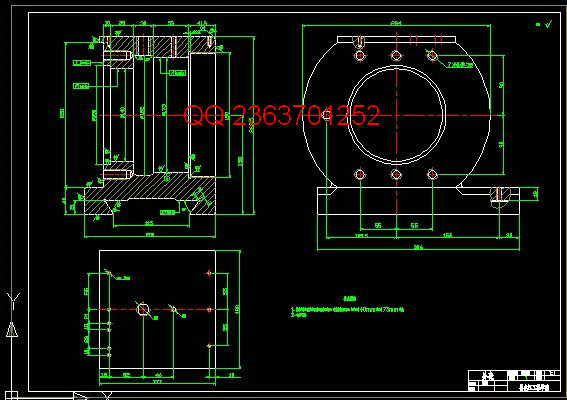
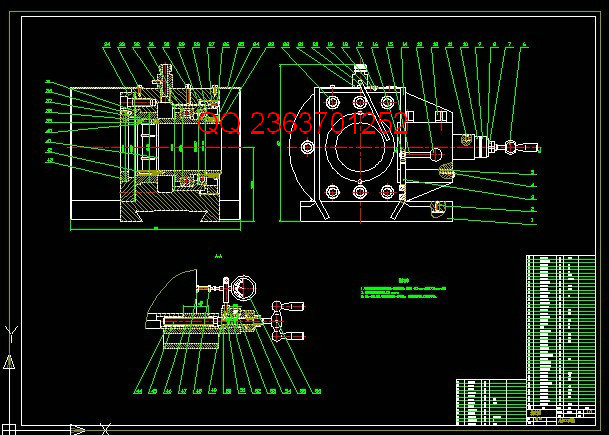
圆柱筒外圆加工的车滚压装置设计 |
 |
|
设计编号 |
x175 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
13000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
9.27 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
WORD版设计说明书1份,共34页,约13000字左右 CAD版本图纸,共11张
摘 要
关键词:车滚压、外圆、滚子、粗糙度 ABSTRACT The specification expounds the lathing-grinding processing principle, takes Inner prop drum as an example in designing a lathing-grinding device used in outer-circle processing of Inner prop drum in details, and at last anatomizes the application scope and economic value multiplied with other information of this installation. The outer-circle processing of Inner prop drum usually uses a working procedure, called Lathing—Grinding and so forth. However, this device mentioned above adopts a new way named Rolling processing, aiming at achieving the requests of coarseness degree of outer-circle, improving the unobtainable characteristics of the workpieces in the process of Cutting, such as hardness, abrasive resistance as well as tarnish resistance and so on. The precision finishing could come into effect as long as the engine lathes are reconstructed and the tool holders on the splints are exchanged with the Lathing-Grinding, which could apply to every outer-circle surface processing and moreover make full use of it with reference to those workpieces whose surface processing calls for a higher demand. Almost every ecumenical manufacturer could have the capability to produce suitable lathing-grinding devices all by themselves, because this device, as technological equipment, is of simple configuration.
Key words: Lathing-Grinding、Outer-circle、Roller、Coarseness degree 目 录
摘要 ……………………………………………………………………………Ⅰ |
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
