| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 机械机电 > |
|
设计名称 |
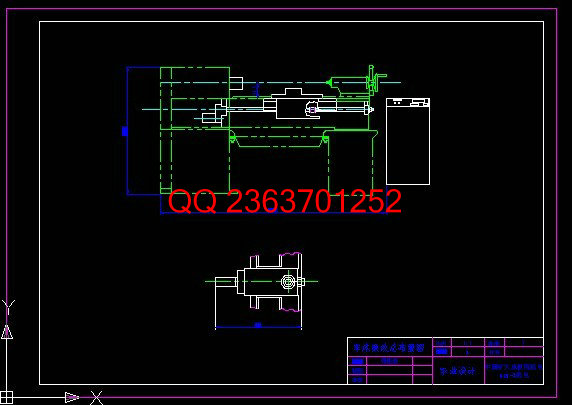
CA6140普通车床进行数控改造设计
|
|
|
设计编号 |
h034
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
18000字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
2013.09.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
设计描述:
文档包括:
Word版说明书一份,共36页,约18000字
外文文献翻译一份
CAD版本图纸,共7张:
目 录
一、绪论
1.1 引言.............................. ............1
1.2机床数控改造的目的.......................... ... 2
1.3数控系统的产生和发展....................... .....2
1.3.1数控系统的出现和发展.........................2
1.3.2数控系统的发展趋势............................2
1.4CA6140的数控改造............... ................4
1.4.1数控系统的选择................................4
1.4.2CPU和存储器...................................5
1.4.3I/O接口线路...................................6
1.4.4其他部件的选择...............................6
二、 数据参数的选择及其计算
2.1 纵向进给系统的设计计算............. ............7
2.1.1选择脉冲当量..................................7
2.1.2计算切削力....................................7
2.1.3 滚珠丝杠螺母副的计算和选型...................8
2.1.4齿轮及步进电机的有关计算.....................10
2.2横向进给系统的设计计算.........................12
2.2.1 切削力计算..................................12
2.2.2滚珠丝杠设计计算............................12
2.2.3齿轮及步进电机的有关计算....................14
2.3 自动刀架的设计................................15
2.3.1刀架的回转和选位................... ..........16
2.3.2减速机构的设计计算..................... ......17
2.3.3蜗杆传动的设计计算..................... ......20
2.3.4螺旋升降装置的设计计算.......................23
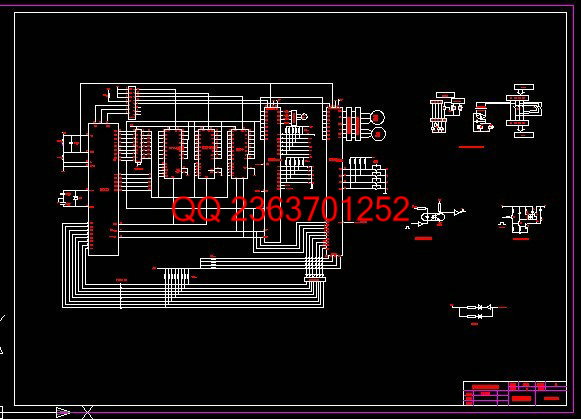
三、数控系统硬件电路设计
3.1概述............................ . . . .........27
3.2单片机控制系统设计.............................28
3.2.1主要技术特性及硬件配制......................28
3.2.2存储空间的分配..............................28
3.2.3 I/O地址分配................................28
3.2.4单片机部分电路设计图如图纸所示...............29
3.2.5光电隔离电路................................29
3.2.6功率放大电路................................29
3.2.7其他辅助电路........................... ......30
四、软件设计部分
4.1概述................................. . . . ....30
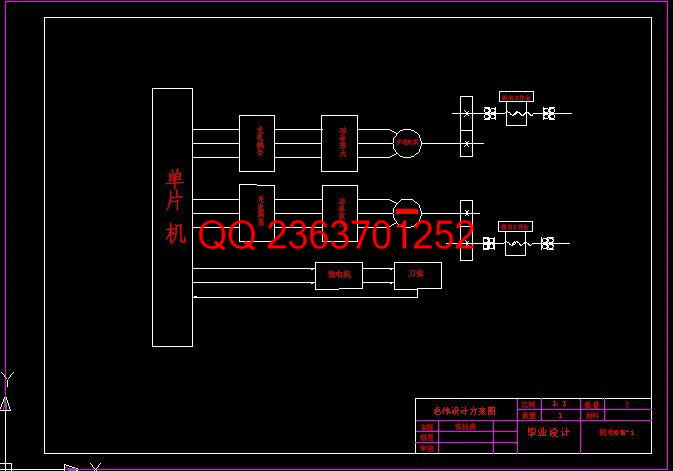
4.2总体方案设计...................................31
4.3插补方法的确定.................................31
4.4进给控制字FCW的设置...........................33
致谢 ............................... ..........34
参考文献..........................................35
一、绪论
1.1引言
随着社会生产和科学技术的迅速发展,机械产品的性能和质量不断提高,产品的更新换代也不断加速,因此对机床不仅要求具有较高的精度和生产率,而且应能迅速地适应产品零件的变换。生产的需要促使了数控机床的产生,随着电子技术,特别是计算机技术的发展,数控机床迅速的发展起来。
从第一台数控机床(1952年 美国)问世至今,机床的数控化率在不断的提高。世界各工业国家已普遍生产和应用,日本生产机床的数控化率在1988年就已达到70%。
我国从开放搞活以来,加快了数控机床技术的引进,促使我国的机床数控技术的普及和发展。当前普遍应用的微型计算机数控机床,它综合了电子技术、计算机技术、自动化技术、测量技术和机械制造等方面的最新成果,是一种灵活高效的自动化机床,是机电一体化的典型产品之一。各大企业不断设置数控机床扩大再生产和替换陈旧设备。数控机床的普及率不断提高,这种情况下,普通机床的数控改造是否必要可从以下几点说明。
数控机床可以较好地解决形状复杂、精密、小批多变零件的加工问题,能够稳定的加工质量和提高生产效率,但是应用数控机床还是受到其他条件的限制。
⑴数控机床价格昂贵,一次性投资巨大,对中小企业常是力不从心。
⑵目前各企业都有大量的普通机床,完全用数控机床替换根本不可能,而且替代的机床闲置起来又造成浪费。
⑶国内订购新数控机床的交货周期一般较长,往往不能满足生产需要。
⑷通过数控机床对具体生产有多余功能。
要较好地解决上述问题,应走普通车床数控改造之路,从一些工业化国的经验者,机床的数控改造也必不可少,数控改造机床占有较大比例。如:日本的大企业中有近30%的机床经过数控改造,中小企业则是70%以上。在美国有许多数控专业化公司为世界各地提供机床数控改造服务。我国作为机床大国-为了提高机床的数控化率对普通机床进行数控改造不失为一种良策。一些发达国家如德国、美国、 日本等就非常重视对旧机床的改造, 而且已形成了一个完善的产学研结合的改造体系。 由于技术的不断进步,机床改造已成为一个永恒的课题。 我国应在这方面加大宣传力度, 走出一条适合我国国情的机床的数控改造之路。机床数控改造节省资金,同购置新机床相比一般可节省60%~80%的费用,大型及特殊设备尤为明显。一般大型机床改造只需花新机床购置费的 1/3 即使将原机床的结构进行彻底改造升级, 也只需花费购买新机床60%的费用, 并可以利用现有地基。性能稳定可靠, 因原机床各基础件经过长期时效,几乎不会产生应力变形而影响精度。机床经数控改造后, 即可实现加工的自动化,效率可比传统机床提高3-7倍。对复杂零件而言, 难度越高, 功效提高得越多。 且可以不用或少用工装,不仅节约了费用,而且可以缩短生产准备周期。因此,普通机床的数控不但存在的必要,而且大有可为,尤其对一些中小企业更是如此。
1. 2机床数控改造的目的
设备是企业发展生产技术和实现经营目标的物质基础。设备的技术性能
和技术状态不但直接影响产品质量,还关系工时、材料和能源的有效利用,同时对企业的经济效益也会产生深远影响。设备的技术改造和更新直接影响企业的技术进步、产品开发和市场开拓。因此,从企业产品更新替代、发展品种、提高质量、降低能耗,提高劳动生产率和经济效益的实际出发,进行充分的技术分析,有针对性的用新技术改造和更新现有设备,是提高企业素质和市场竞争力的一种有效方法。
据全国工业普查的统计资料介绍,截止到2000年底,数量较多涉及面较宽的金属加工机床的拥有量约为384万台,其中役龄在6~ 15年约为153. 2万台,约占39. 9%,役龄在16a以上约为133. 7万台,约占34. 8%。这表明我国工业制造业的装备,乃至各行各业的设备仍有相当大数量比较落后,有待改造或更新。鉴于此,采用数控技术对普通机床进行数控改造,尤其适合我国机床拥有量大,生产规模小的具体国情。
1. 3数控系统的产生和发展
1. 3. 1数控系统的出现和发展
第二次世界大战后,美国为革新飞机制造业中用于仿形机床的靠模和样件的加工设备,开始研制新型机床。1952年,美国帕森斯公司与麻省理工学院伺服机构实验室合作,研制成功第一代数控系统。用于三坐标立式铣床。其插补装置采用脉冲乘法器,整个控制装置由真空管组成。1959年,晶体管元件问世,数控系统中广泛采用晶体管和印制板电路,从此数控系统进入第二代。 1965年,出现了小规模集成电路,由于其体积较小,功耗低,抗干扰能力较强,使数控系统的可靠性得到进一步提高,数控系统发展到第三代。上述三代数控系统均为硬接线数控系统,称为普通数控系统o随着计算机技术的发展,出现了以小型计算机替代专用硬接线装置,以控制软件实现数控功能的计算机数控系统,使数控系统进入第四代。1970年前后,美国英特尔公司首先开发和使用了四位微处理器,1974年美、日等国首先研制出以微处理器为核心的数控系统,由于中、大规模集成电路的集成度和可靠性高、价格低廉,所以微处理器数控系统得到了广泛应用。这就是微机数控系统,从而使数控系统进入了第五代。现代数控系统为了进一步扩展功能,增强实时控制能力和可靠性,常采用多微处理器结构,由多个微处理器构成功能模块,各功能模块之间的互连与通信,或采用共享总线结构,或采用共享存贮器结构。
1.3.2数控系统的发展趋势
1、向高速度、高精度发展
现代机床数控系统多采用32位CPU和多CPU并行技术,使运算速度得了很大的提高。与高性能数控系统相配合,现代数控机床采用了交流数字伺服系统。伺服电机的位置、速度和电流环都实现了数字化。数控系统的联动轴数多达9个,使机床可以加工较复杂的空间线型或型面。
2、可靠性的提高
由于现代数控系统的模块化、通用化和标准化,便于组织批量生产,故可保证产品质量。现代数控系统大量采用大规模集成电路,采用专用芯片及混合式集成电路,提高了集成度,减少了元器件数量,提高了可靠性。
3、采用自动程序编制技术
现代数控系统利用其自身很强的存贮及运算能力,把很多自动编程功能植入数控系统。在一些新型的数控系统中,还装入了小型工艺数据库,使得数控系统不仅具有在线零件程序编制功能,而且可以在零件程序编制过程中,根据机床性能,工件材料及零件加工要求,自动选择最佳刀具及切削用量。
1.4 CA6140的数控改造
本设计任务是对CA6140普通车床进行数控改造。利用微机数控系统改造纵、横向进给系统,进行开环控制,纵向脉冲当量0.01mm/脉冲,横向为0.005mm/脉冲。驱动元件采用直流步进电机,传动系统采用滚珠丝杠。
1.4.1数控系统的选择
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1  |
|
|