 |
|


|
设计名称 |
煤矿专用提升容器设计--箕斗导向装置设计 |
 |
|
设计编号 |
V335 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
13000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述: 文档包括:
Word版说明书1份,共33页,约13000字
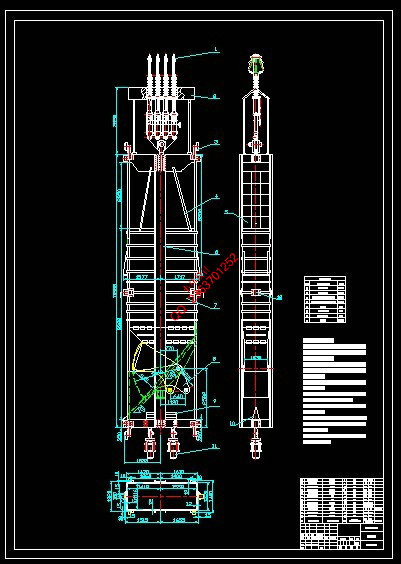
箕斗导向装置的设计 动上盖与底座交接,以便衬套磨损后更换。矩形钢罐道采用滚轮罐耳装置结构,三个滚轮装置组成一组,安装 时焊接在箕斗上盖及底架的两端。在支架上装有两组橡胶缓冲垫,用以保证滚轮紧贴罐道运行,减少容器水 平摆动产生的冲击,使运行平稳而无噪音。滚轮罐耳装置的橡胶轮直径有Φ250、Φ300及Φ350三种,本设计
用Φ350滚轮。 罐,以及提升过卷时能进入楔形罐道。另外,采用滚轮罐耳装置的箕斗,还必需增设辅助钢罐耳作为安全保
护之用,该罐耳在正常运行中与刚性罐道是不接触的。
Design of Oriented Device of the Skip structure uses oriented device. And the half hub is made of nylon or brass , base and active superstructure are handover, it is convenient to replace the worn hub. Rectangular-steel can road uses wheel structure, the three wheels compose of a group and weld on the two ends of the superstructure and chassis at the time of the installation. Two sets of rubber cushion equipped on the hold ensure that the wheels close run on the can road and reduce the impact caused by the level swing of the container, so that get a smooth operation without the noise.The rubber
wheels have three diameters Φ250, Φ300 and Φ350.The design utilizes Φ350 wheel. tank ears on the both sides of the upper and lower parts, in order to the skip work stably on loading and unloading, and on the out volume it can enter into the wedge-shaped can road. In addition, the use of the wheel devices, the skip is necessarily increased auxiliary steel ears
as the safe protection, which do not contact with rigid road on the normal operation.
目录 |
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
